

A heat treatment method that improves the formability and bake hardenability of 6XXX series aluminum alloy sheets
A heat treatment method and bake hardening technology, applied in the field of preheating treatment, can solve the problems of limited ability of sheet baking paint strengthening, limited application of 6016 aluminum alloy, short bake hardening performance, etc., and achieve bake hardening performance retention time. Extend, save energy and equipment investment, improve the effect of machining accuracy and surface quality
Image

Examples
Embodiment 1
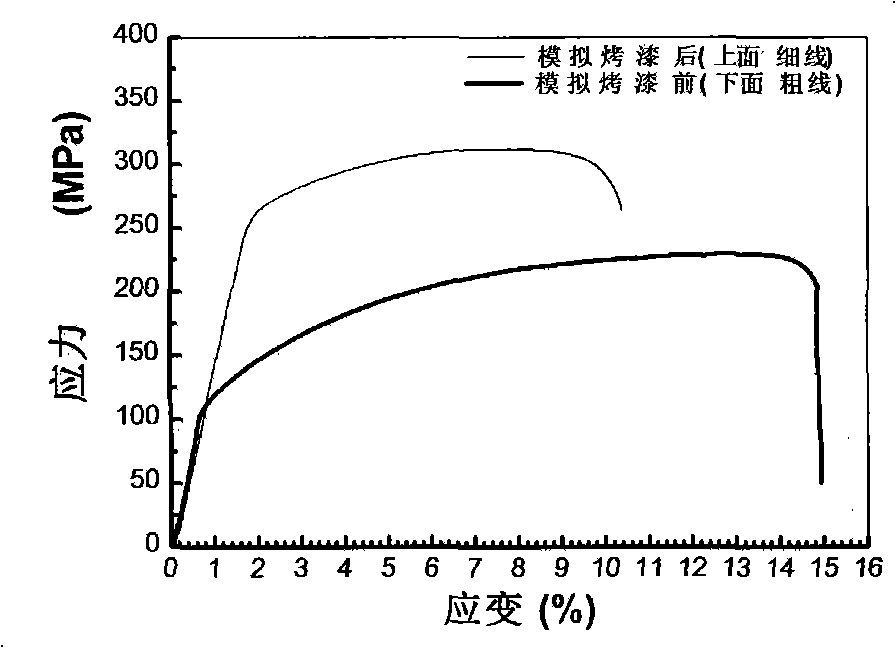
[0028] After the aluminum alloy ingot is homogenized in a circulating air resistance furnace at 470°C×5h+540°C×15h, it is cut and face milled, hot rolled, intermittently annealed and finally cold rolled into a thin plate with a thickness of 1mm. After the sheet was quenched by solution treatment at 560°C×30min in an air circulation resistance furnace, it was immediately treated in an oil bath furnace at 65°C×5h, and then parked at room temperature for 1 month, 2 months, 3 months and Hardness test and tensile test were carried out after 4 months. The simulated paint baking is carried out in an oil bath furnace at a temperature of 180°C×30min. After the paint is baked, the hardness test and tensile test are carried out.
Embodiment 2
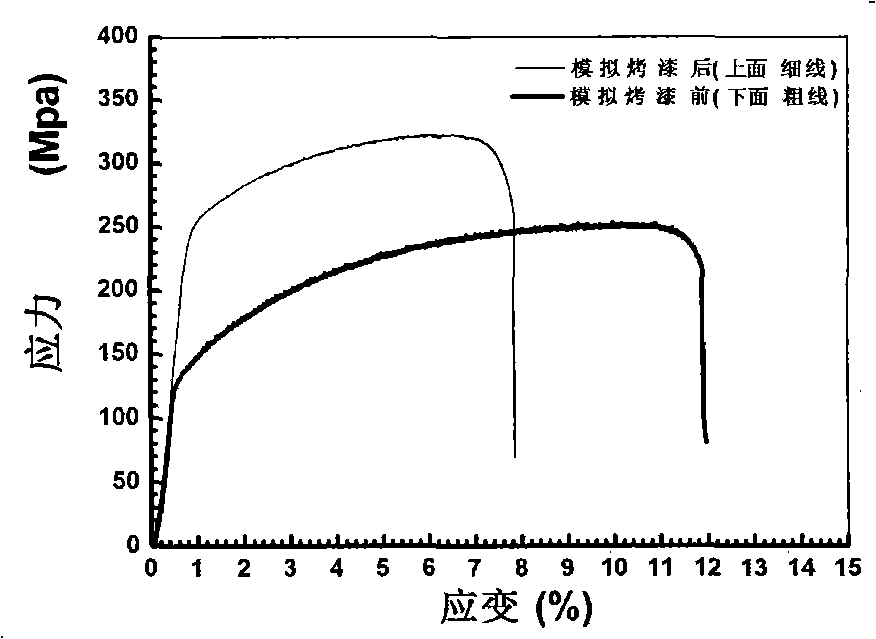
[0030] After the aluminum alloy ingot is homogenized in a circulating air resistance furnace at 470°C×5h+540°C×15h, it is cut and face milled, hot rolled, intermittently annealed and finally cold rolled into a thin plate with a thickness of 1mm. After the thin plate was quenched by solution treatment at 560°C×30min in an air circulation resistance furnace, it was immediately treated in an oil bath furnace at 65°C×15h, and then parked at room temperature for 1 month, 2 months, 3 months and Hardness test and tensile test were carried out after 4 months. The simulated paint baking is carried out in an oil bath furnace at a temperature of 180°C×30min. After the paint is baked, the hardness test and tensile test are carried out.
Embodiment 3
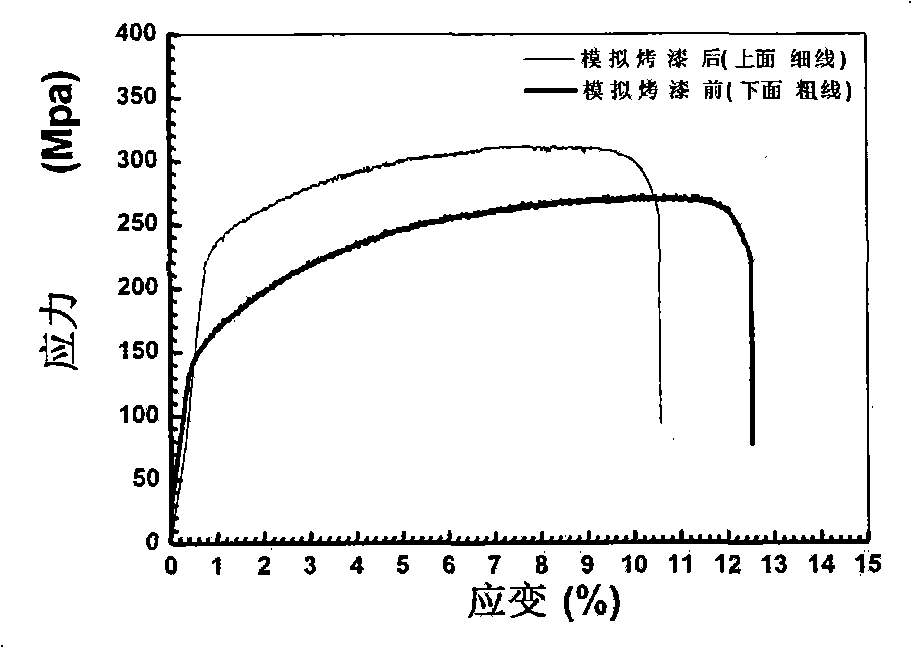
[0032] After the aluminum alloy ingot is homogenized in a circulating air resistance furnace at 470°C×5h+540°C×15h, it is cut and face milled, hot rolled, intermittently annealed and finally cold rolled into a thin plate with a thickness of 1mm. After the sheet was quenched by solution treatment at 560°C×30min in an air circulation resistance furnace, it was immediately treated in an oil bath furnace at 65°C×25h, and then parked at room temperature for 1 month, 2 months, 3 months and Hardness test and tensile test were carried out after 4 months. The simulated paint baking is carried out in an oil bath furnace at a temperature of 180°C×30min. After the paint is baked, the hardness test and tensile test are carried out.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
- IPC
- C22F1/04
- Inventors
- 陈江华; 刘春辉