

Artificial diamond blister tray molding equipment
A technology of molding equipment and blister trays, which is applied in the field of blister molding equipment for rhinestone blister trays, can solve the problems of low molding efficiency, inconvenient operation, and unstable movements, etc., and achieves simple and reasonable structure, convenient operation, The effect of improving the efficiency of blister molding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
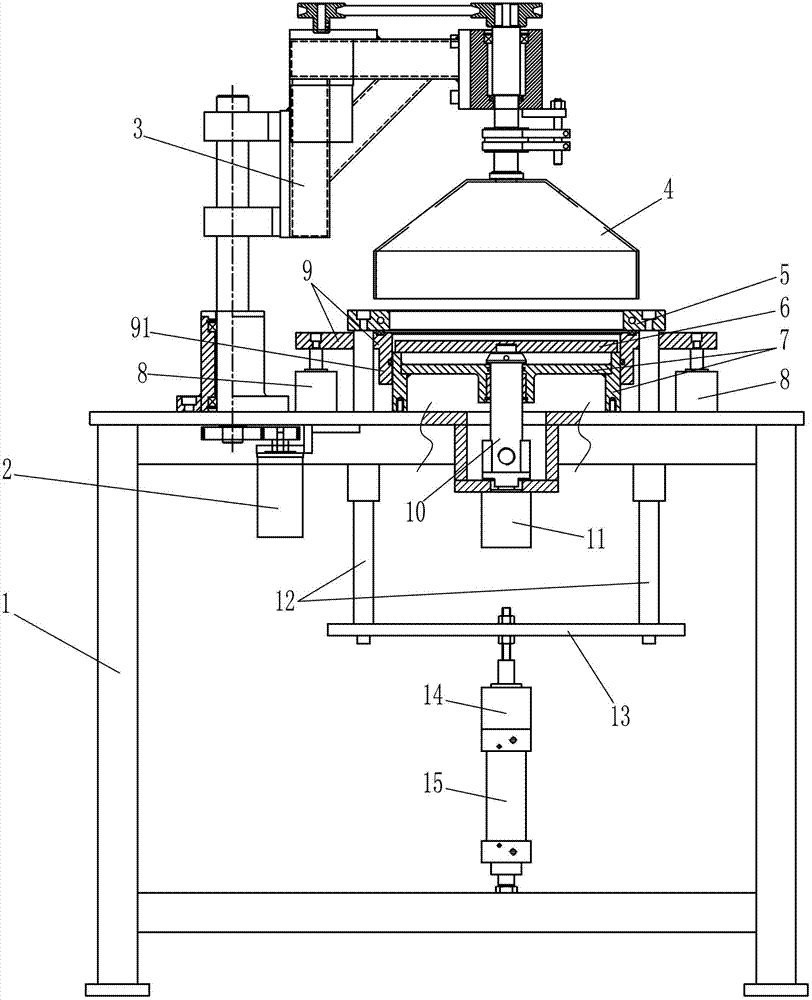
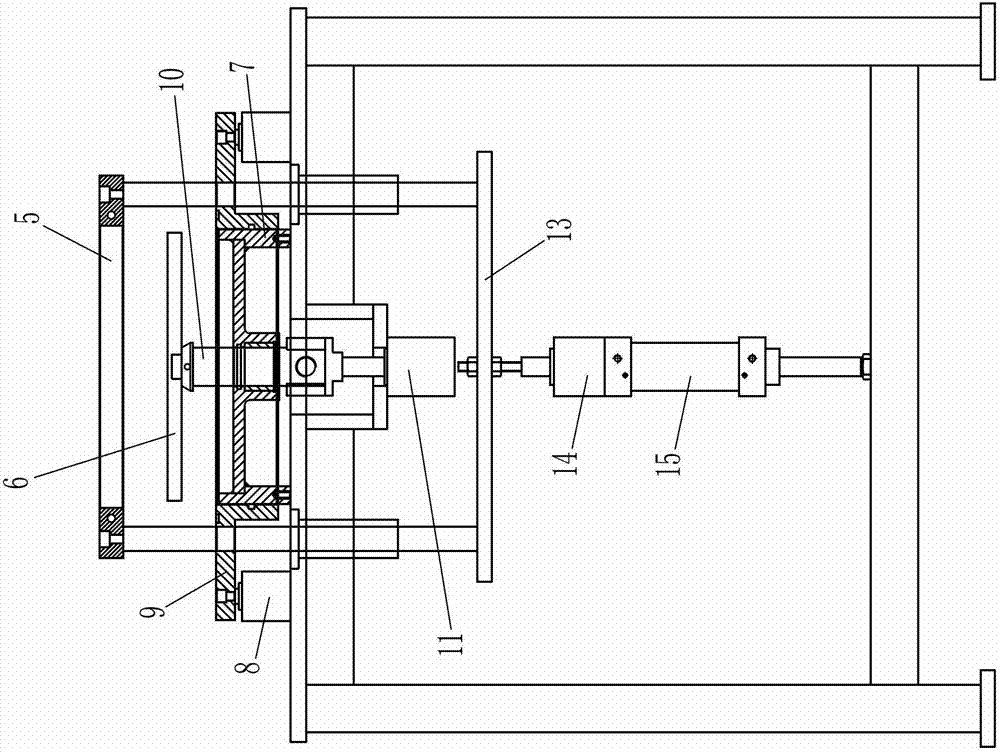
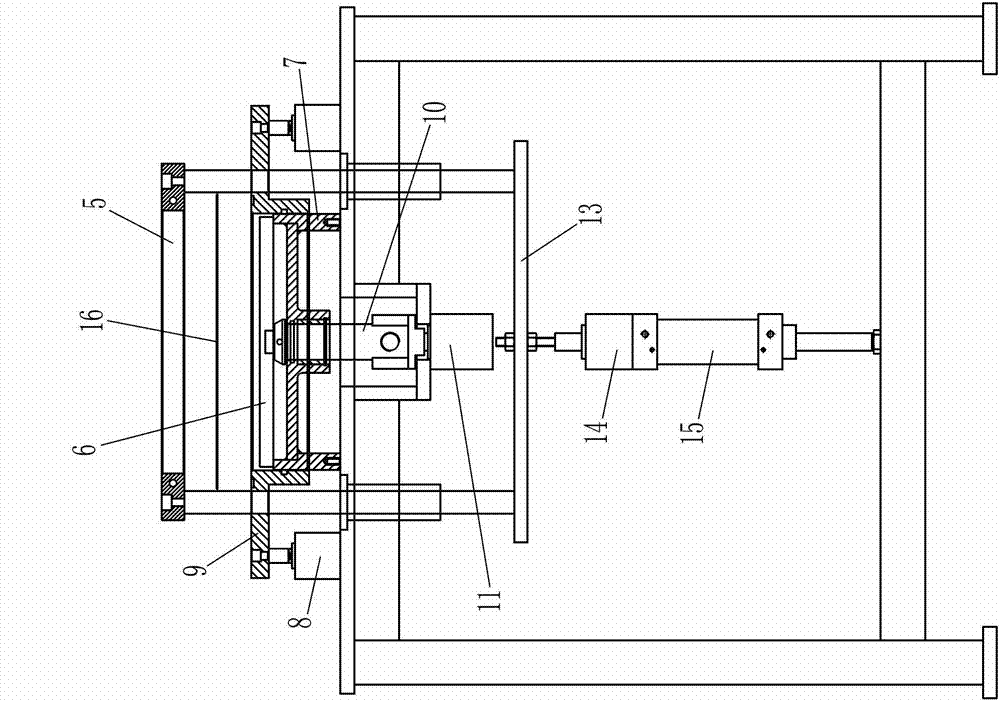
[0020] Such as figure 1 The molding equipment for a rhinestone blister tray shown includes a frame 1, a vacuum pump (not shown in the figure) and a heater 4, the frame 1 is fixed with a base 7, and a suction template is arranged on the base 7 9. The suction template 9 is provided with a pressure frame plate 5 that clamps the plastic-absorbing material 16 together with the suction template 9. The tooling plate 6 is placed in the center of the suction template 9. The tooling plate 6 is provided with several embedding holes for embedding rhinestones. The bottom of the hole is provided with a ventilation hole, which communicates with the vacuum pump through the ventilation pipe 10, and the heater 4 can be erected above the pressure frame plate 5 through a moving mechanism; the side circumference of the tooling plate 6 and the suction template 9 or the annular ring There is a gap between 91, which communicates with the vacuum pump through the vent pipe 10; the frame pressing plate ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More