

Mash seam welding method and device
A technology of thinning seam welding and holding devices, which is applied in the direction of roller electrode welding, welding equipment, welding power supply, etc., and can solve the problems of melting and scattering, deformation and damage of holding devices, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0103] Next, embodiments of the present invention will be described with reference to the drawings.
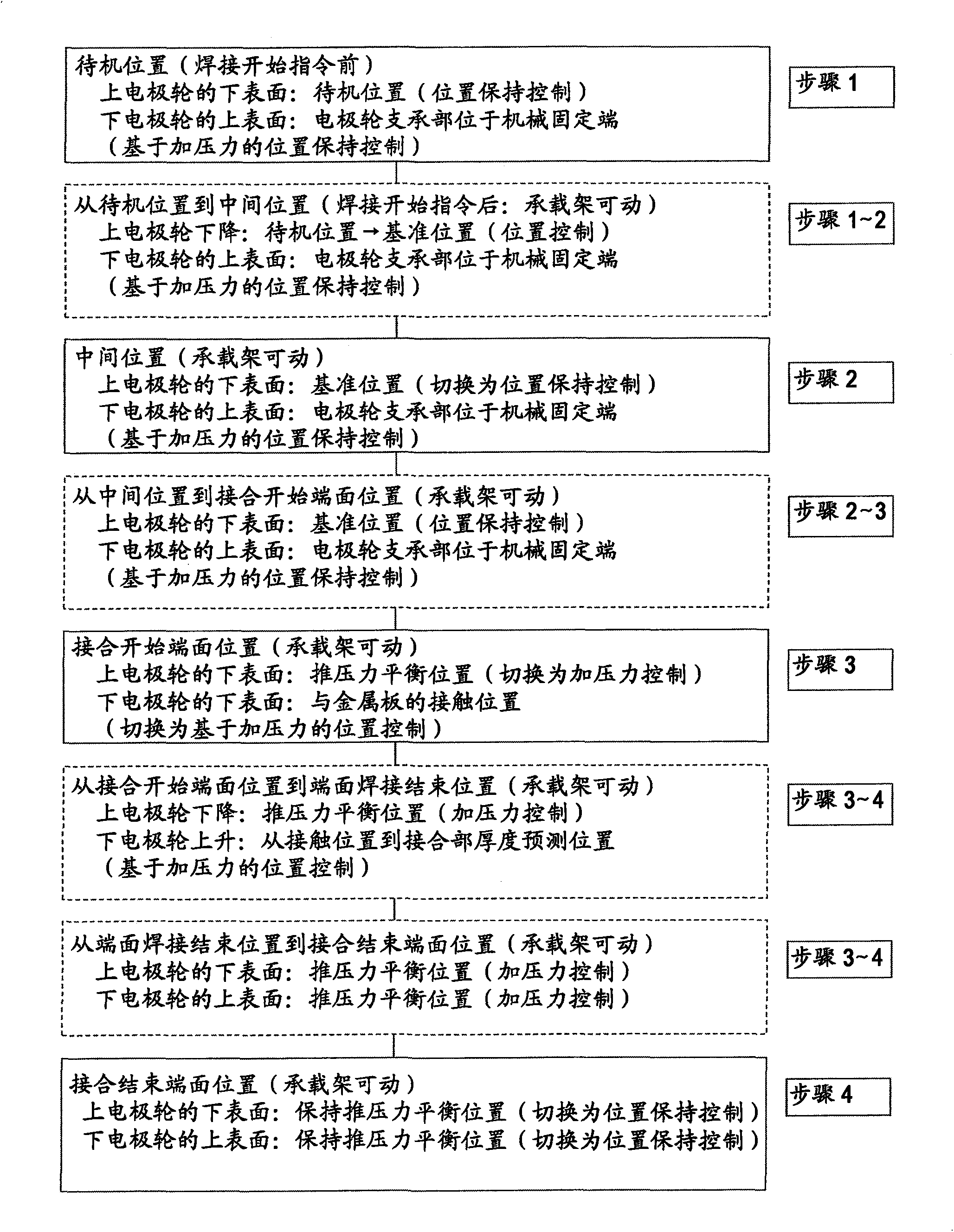
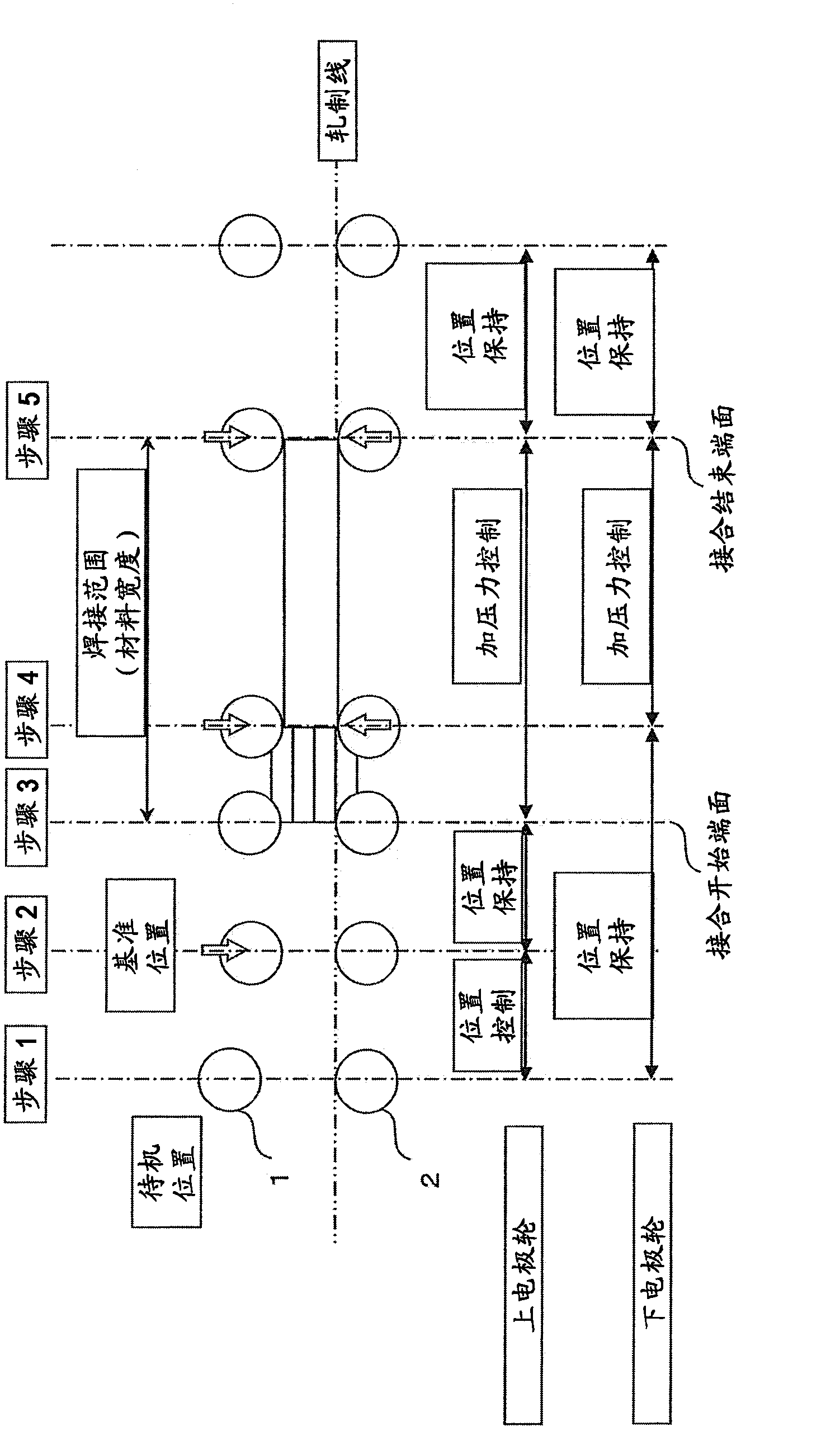
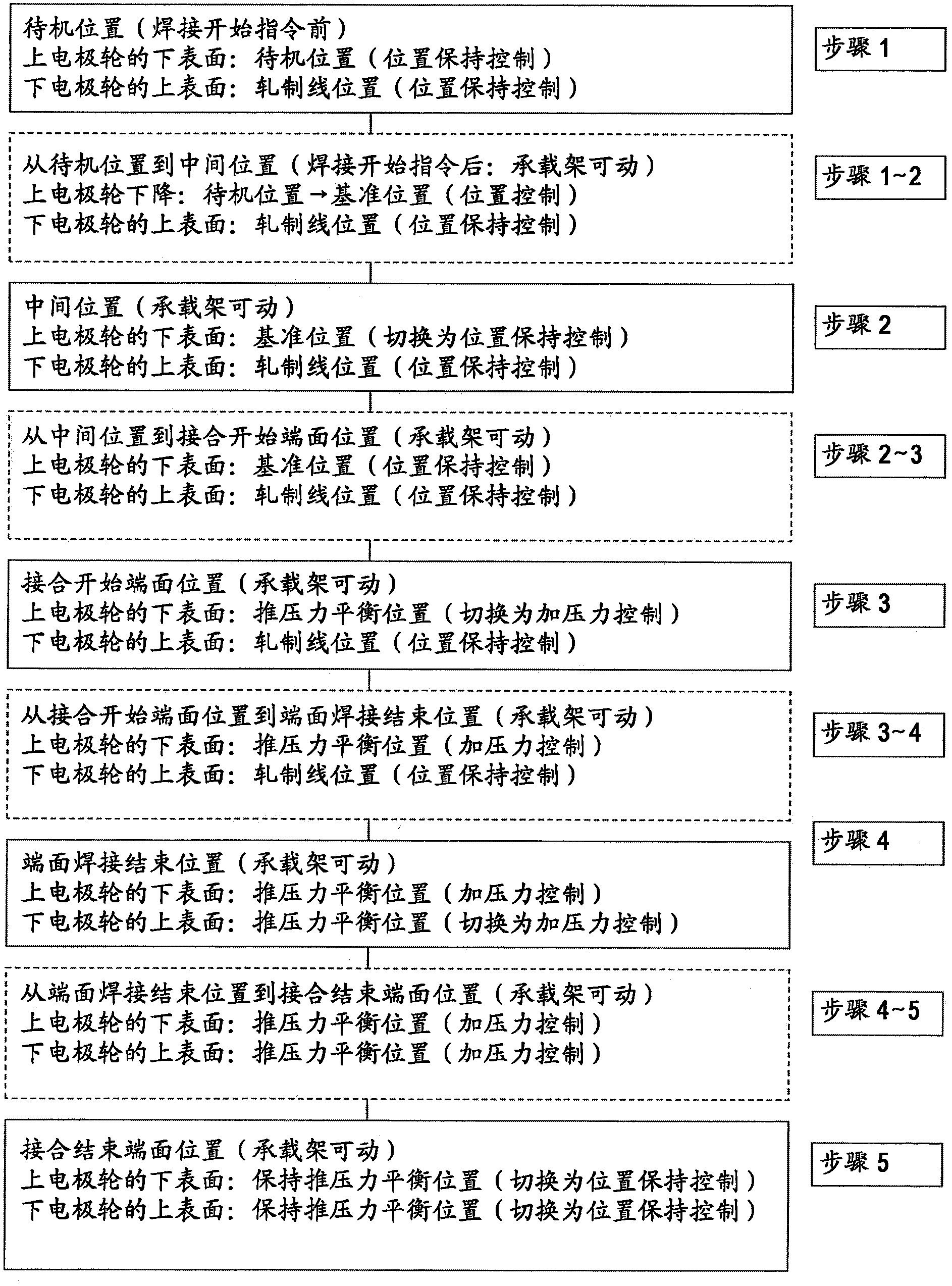
[0104] figure 1 It is a figure which shows the outline of the structure of the mash seam welding apparatus of the metal plate which concerns on one Embodiment of this invention.
[0105] figure 1 Among them, the mash seam welding device of this embodiment includes: a pair of upper and lower electrode wheels 1, 2; a pair of upper and lower pressure rollers 3, 4; first and second holding devices 7, 8; a carrier frame 9; upper and lower electrodes Wheel pressing devices 10a, 10b; and upper and lower pressure roller pressing devices 11a, 11b. The upper and lower electrode wheel pressing devices 10a, 10b and the upper and lower pressure roller pressing devices 11a, 11b are, for example, hydraulic or pneumatic cylinder devices. The upper electrode wheel 1 and the upper pressing roller 3 are respectively supported on the upper horizontal frame 9a of the carrier frame 9 via the u...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More