

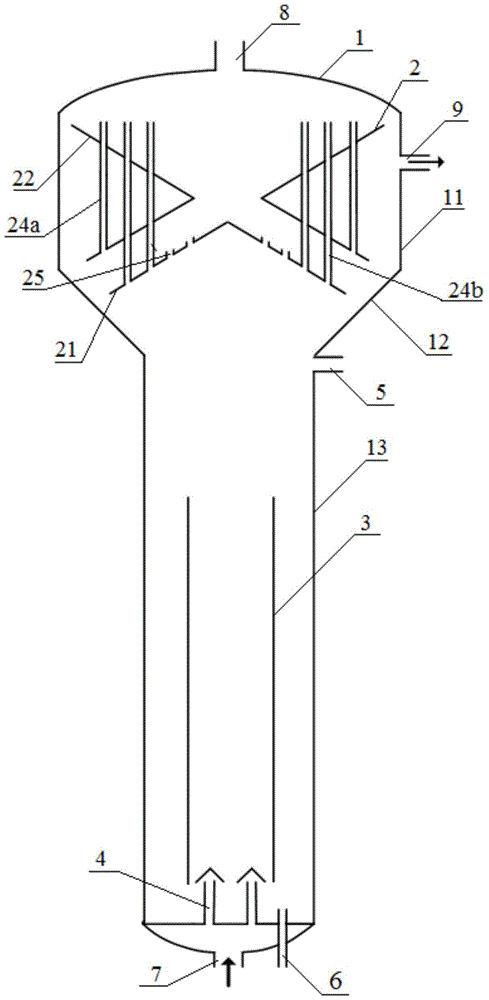
A fluidized bed reactor
A technology of ebullating bed reactors and shells, applied in chemical instruments and methods, chemical/physical processes, etc., can solve the problems of lower product quality, high material requirements, and high energy consumption, and achieve optimized three-phase separation components, The effect of improving efficiency and flexibility, and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0070] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 1 below.
[0071] Table 1
[0072] code name
[0073] The above-mentioned ebullating bed reactor was used to carry out the cold model experiment, wherein the solid-phase catalyst was selected as a spherical catalyst with a particle size of 0.2-0.3mm, and the catalyst loading was 60% of the effective volume of the reactor. The liquid phase uses straight-run kerosene, and the volume space velocity is 0.25-3.0h -1. Nitrogen is used in the gas phase, and the gas-oil volume ratio is 20-150. The experimental results in the changing range of conditions show that the carryover of the solid phase catalyst is extremely low, the maximum is 1.5μg / g. At the same time, it can be observed in the experiment that there is sufficient circulating gas in the downcomer of the reactor, and the fluidization state of the solid-phase catalyst is good.
Embodiment 2
[0075] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 2 below.
[0076] Table 2
[0077] code name
value
code name
value
d 1 / mm
300
h 1 / mm
5250
d 2 / mm
220
h 2 / mm
3000
d 3 / mm
400
h 3 / mm
600
d 4 / mm
360
h 4 / mm
87
d 5 / mm
300
h 5 / mm
480
d 6 / mm
480
α / °
60
d 7 / mm
340
β / °
60
d 8 / mm
540
ω / °
60
d 9 / mm
300
φ / °
60
d 10 / mm
550
θ / °
60
d 11 / mm
440
The total opening area of the first gas separation pipe 24a / mm 2
3000
d 12 / mm
500
The total opening area of the second gas separation pipe 24b / mm 2
6000
d 13 / mm
600
The total opening area of the third gas separation pipe 24c / mm 2
8000
The total opening area of the through hole / mm 2
...
Embodiment 3-5 and comparative example 1
[0082] Embodiment 3-5 uses the medium-sized hot state reactor made in the ratio of embodiment 1, and comparative example 1 uses the ebullating bed reactor described in CN1448212A. Examples 3-5 and Comparative Example 1 used the same ebullated bed catalyst and residual oil raw material, the physicochemical properties of the catalyst are shown in Table 3, and the properties of the residual oil raw material are shown in Table 4. The process conditions and test results of Examples 3-5 and Comparative Example 1 are shown in Table 5.
[0083] Table 3: Main physicochemical properties of ebullated bed catalysts
[0084]
[0085] Table 4: Properties of residual oil raw materials
[0086] nature
value
Density(20℃) / (g / cm 3 )
1.029
Carbon residue / wt%
19.61
Sulfur content / wt%
4.53
Nitrogen content / wt%
0.23
(Ni+V) content / (μg / g)
275.8
Asphaltenes (C 7 content) / wt%
6.5
[0087] Table 5: Process evaluatio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More