

Detection and screening device for steel balls
A screening device and technology of steel balls, applied in sorting and other directions, can solve the problems of low screening accuracy of steel balls and few detection parameters.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The technical solutions of the present invention will be further specifically described below through specific embodiments and in conjunction with the accompanying drawings.
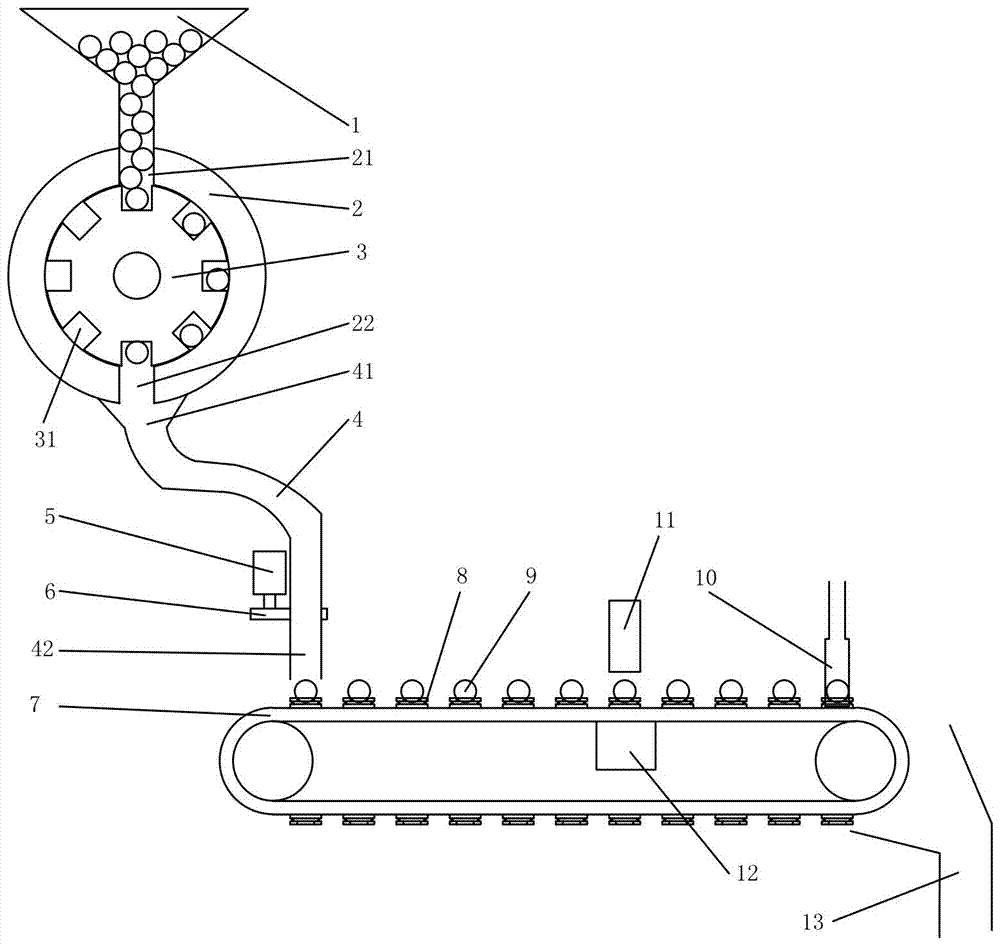
[0025] Such as Figure 1 to Figure 2 As shown, a steel ball detection and screening device includes a box body and a feeding mechanism. The feeding mechanism includes a feed bin 1 fixed on the box body. The fixed disk ring 2 on the upper end of the fixed disk ring 2 is provided with an upper through hole 21 that is compatible with the outlet of the feed bin, and a lower through hole 22 is also provided on the fixed disk ring 2. The fixed disk ring 2 The inner sleeve is provided with a rotating disk 3 driven by a motor, and the outer arc surface of the rotating disk 3 is provided with at least one hole 31, and the hole 31 can only accommodate one steel ball 9, and the center of the hole 31 and the The centers of the upper through hole 21 and the lower through hole 22 are on the same plane, the low...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More