

Control method for channeling of hot continuous rolling CVC working roll
A control method and technology of work rolls, which are applied in the field of strip rolling, can solve the problems of affecting the stability of specification jumps, excessive roll shifting strokes, and insufficient roll shifting strokes, so as to prevent excessive shifting and roll with the same width. The effect of increasing the number of rolling kilometers and increasing the number of rolling kilometers
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
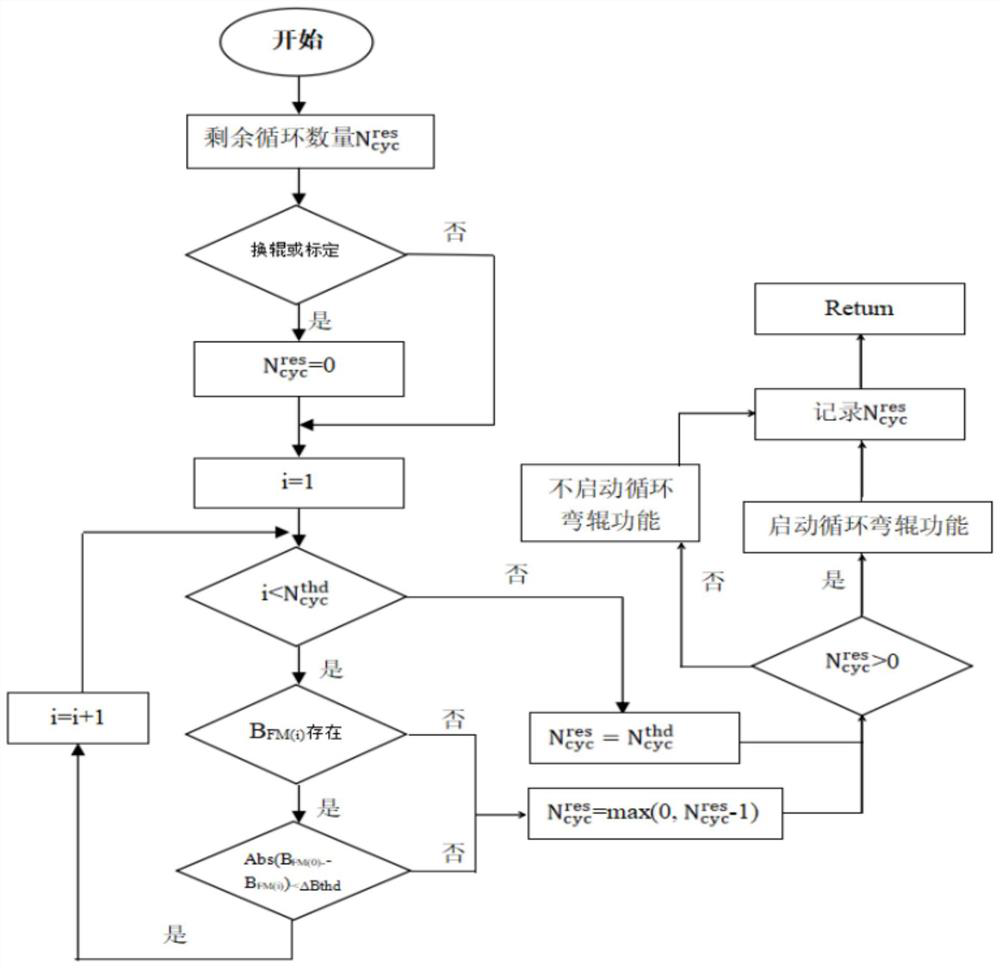
[0037] A method for controlling the shifting of CVC work rolls in hot tandem rolling in this embodiment includes the following steps:
[0038] Step 1: Configure the bending force variation amplitude for each stand of the finishing rolling
[0039] Step 2, configure the preset offset strip number for each stand of finishing rolling
[0040] Step 3, according to the change amplitude of the bending force Number of preset offset strips Change period strip number N cyc , get the bending force change value FB of each framechg ;
[0041] Step 4: Build a model related to the change of roll shifting and the change value of the bending force, and obtain the equivalent roll shifting amount ΔS and the set roll shifting amount S after the roll bending change. norm ;
[0042] Step 5: Determine whether the roller shifting conditions are met. If the conditions are met, the roller shifting is performed according to the model constructed in step 4.
[0043] Among them, the judgment ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More