

Heavy and medium plate mill non-retraction precision variation quick-speed roll seam initialization method
A roll gap and rolling mill technology is applied in the field of fast roll gap setting without retraction and variable precision in medium and heavy plate rolling mills, which can solve the problems of low setting precision and more time required.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
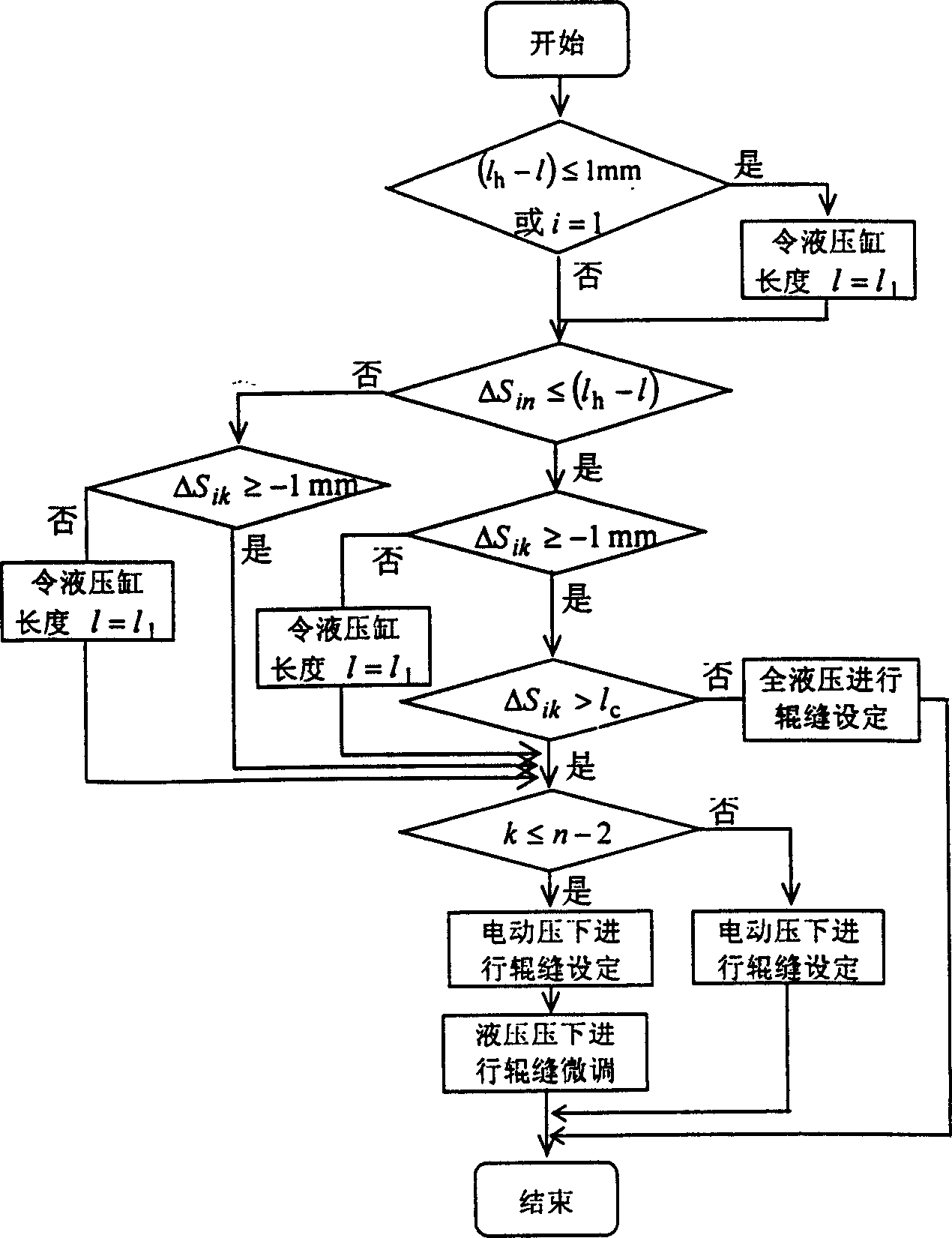
Method used
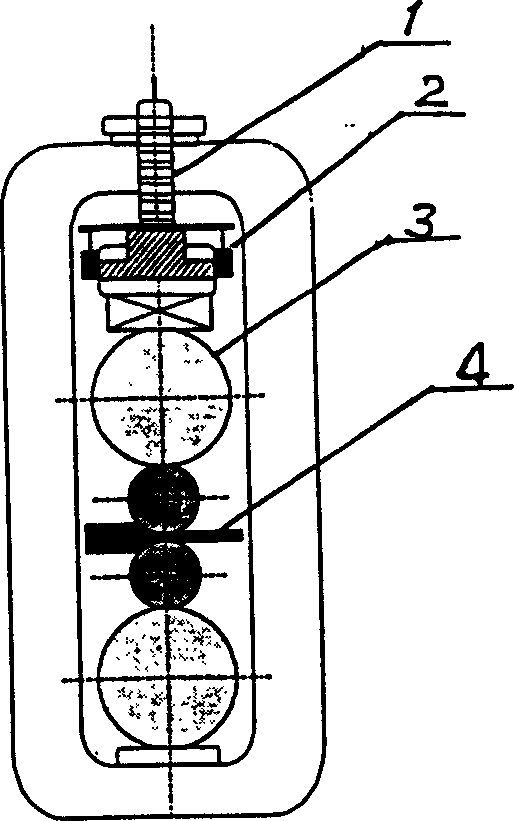
Image


Examples
Embodiment Construction
[0039] A steel plate is selected, and its rolling procedure is shown in Table 1. The total number of rolling passes is 14.
[0040] Table 1 Rolling Regulations
[0041] Blank size: 220*1600*2950 Finished size: 12.0*2350*36823
road
Second-rate
thickness
mm
Roll Gap
mm
Pressdown
mm
width
mm
Convexity
mm
temperature
Rolling force
MN
Deformation resistance
MPa
torque
kNm
speed
rpm
state
1
2
3
4
5
6
7
8
9
10
11
12
13
14
200.4
180.9
161.4
142.0
117.0
92.1
68.2
50.6
37.5
27.9
20.7
16.0
13.5
12
199.9
180.3
160.7
141.1
115.7
90.2
65.8
48.1
35.2
25.7
18.6
14.3
12.8
11.7
19.5
19.5
19.5
19.5
24.9
24.9
23.9
17.7
13.1
9.7
7.2
4.7
2.6
1.4
2977
2977
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More