

Rolling forming process for large hollow disc forging
A disc-shaped forging, large and medium-sized technology, applied in the field of rolling forming of forgings, can solve the problems of difficulty in automation and flexibility, poor working environment, waste of metal materials, etc. The effect of reducing investment and saving mold costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
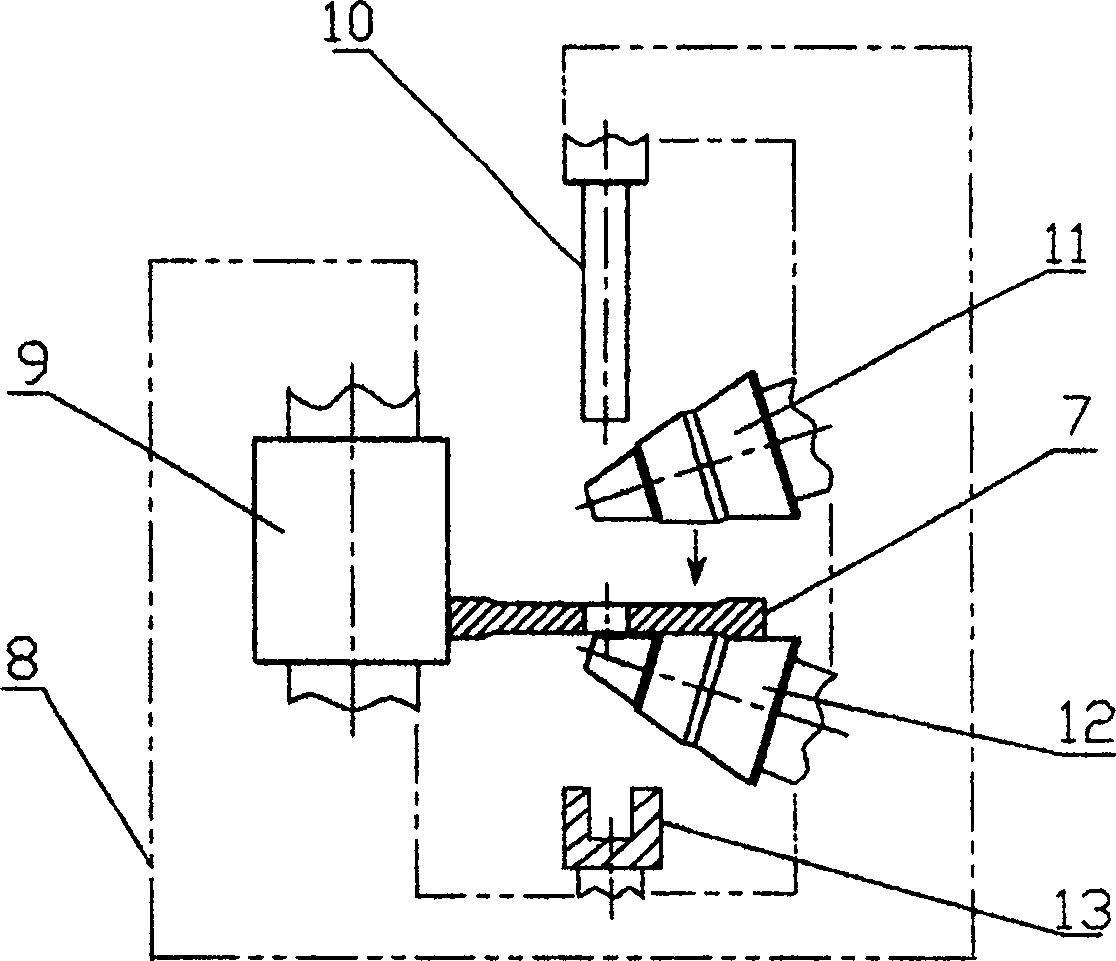
[0041] Implement the roll-forming method of the large and medium-sized hollow disc forging of the present invention, need to provide Figure 3 ~ Figure 6 The main roll 9, the core roll 10, the upper tapered roll 11, the lower tapered roll 12, the core roll cover 13 and the rolling machine 8 of the two guide rolls 14, the rolling machine 8 should have the above-mentioned rolling parts as shown in the figure A control device that rotates or moves in the direction and can adjust the speed of rotation or movement, and a measuring device that measures the inner and outer diameters, axial thickness dimensions, and cavity dimensions of the disk through the rotation or movement of the above-mentioned components. At the same time, it is also necessary to provide ordinary forging presses for blanking of forgings. Then follow these steps:
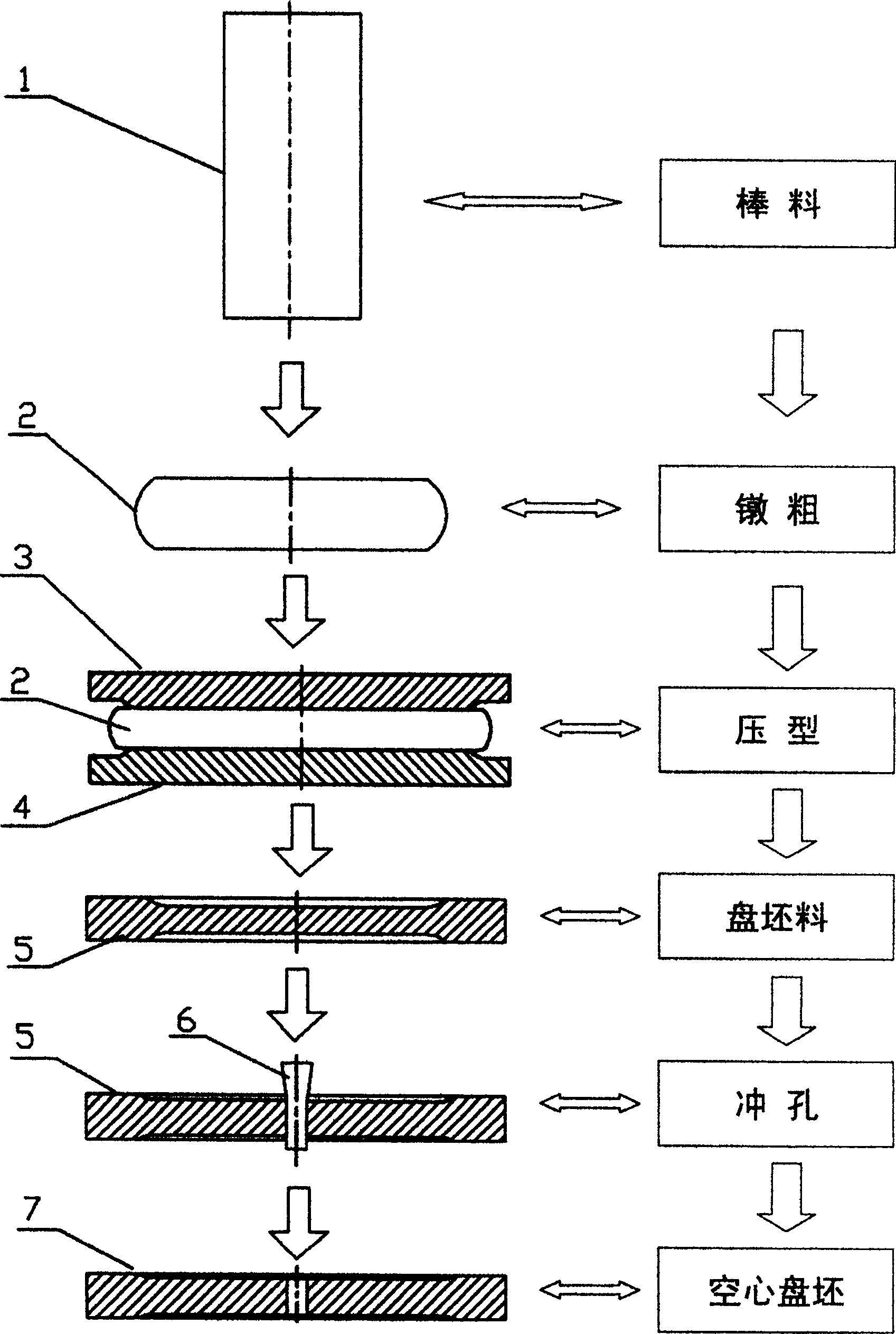
[0042] Step 1: Fabrication of the hollow disc blank 7 . figure 1 It shows the manufacturing process flow of the hollow disc blank. The bar 1 of the d...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More