

A method for two-way combined rolling forming of gcr15 steel thin-walled deep-tube rings
A ring and deep cylinder technology, applied in the field of bidirectional combined rolling and forming of thin-walled deep cylinder rings of GCr15 steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0044] Example: Assume that the final GCr15 steel thin-walled deep tube rectangular section ring product has an outer radius of 200 mm, an inner radius of 180 mm, a radial wall thickness of 20 mm, and an axial height of 150 mm.
[0045] Step 1, determine that the material of the thin-walled deep cylinder ring is GCr15 steel;
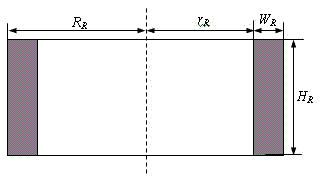
[0046] Step 2, determine (such as figure 2 Shown) the geometric dimensions of the thin-walled deep cylinder ring, the geometric dimensions of the thin-walled deep cylinder ring include the outer radius R of the thin-walled deep cylinder ring R =300mm, inner radius r R =270mm, radial wall thickness W R =30mm and axial height H R =150mm;
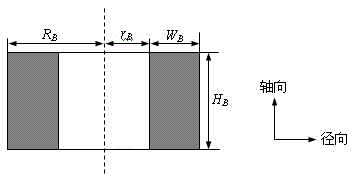
[0047] Step 3, the blank when selecting the bidirectional joint rolling of the ring is (such as image 3 Shown) rectangular section blank, and its material is GCr15 steel;
[0048] Step 4, determine that the core roll for the two-way joint rolling of the ring is (as shown in Figure 4) a rectangular cross-section c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More