

Gapless rolling process for single-strand steckel mill
A furnace coil mill, no gap technology, applied in the field of steel rolling, can solve the problem of long rolling gap between two billets, and achieve the effect of shortening the rolling gap time and increasing the hourly output
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0014] A gapless rolling process for a single-stand steckel mill. In this rolling process, before the first billet is cast, the second billet can be tapped and descaled, and follow up at a safe speed. When one piece of billet is cast, the second piece of billet enters the rolling mill for rolling, realizing seamless rolling in the steckel mill.
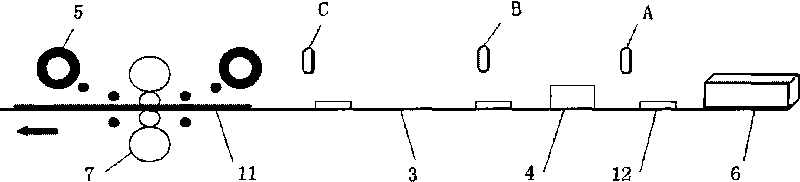
[0015] In this embodiment, two flat-rolled plate blanks with the same material shape and size are selected. The actual size of the blanks is 150*3180*8200mm, the thickness of the finished product is 25mm, and the rolling procedures are the same. Each blank is rolled for 7 passes without control. rolled. The specific process is as follows, see figure 1 :
[0016] (1) The first pass rolling of the first billet 11 ends, the rolling schedule of the second billet 12 reaches the primary interface of the rolling mill, and the heating furnace 6 begins to produce the second billet;
[0017] (2) After the second piece of billet 12 is tapped,...
Embodiment 2
[0022] A gapless rolling process for a single-stand steckel mill. In this rolling process, before the first billet is cast, the second billet can be tapped and descaled, and follow up at a safe speed. When one piece of billet is cast, the second piece of billet enters the rolling mill for rolling, realizing seamless rolling in the steckel mill.
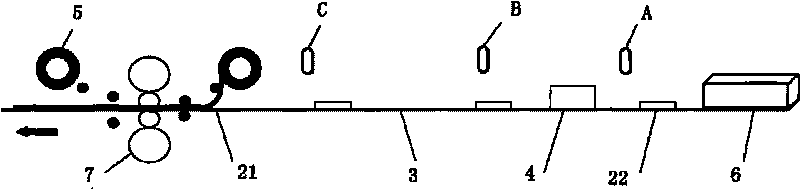
[0023] In this embodiment, two rolling plate blanks with the same material shape and size are selected. The actual size of the blanks is 150*2880*16500mm, the thickness of the finished product is 10mm, and the rolling procedures are the same. Each blank is rolled for 9 passes without control. Rolling, the 7th, 8th, and 9th pass rolling. The specific process is as follows, see figure 2 :
[0024] (1) The 5th pass rolling of the first billet 21 ends, the rolling schedule of the second billet 22 reaches the primary interface of the rolling mill, and the heating furnace 6 begins to produce the second billet 22;
[0025] (2) After the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More