

Method for forging thin and short shaft section at end of large-scale step shaft
A step shaft and table stage technology, applied in the field of forging and free forging, can solve the problems of the small weight of the preformed thin and short shaft section a, affecting the size and quality of the forgings, increasing the machining cost, etc., and achieving high raw material utilization and quality. Reliable, easy-to-use forging method results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] In order to make the technical means, creative features, goals and effects achieved by the present invention easy to understand, the present invention will be further described below in conjunction with specific embodiments.
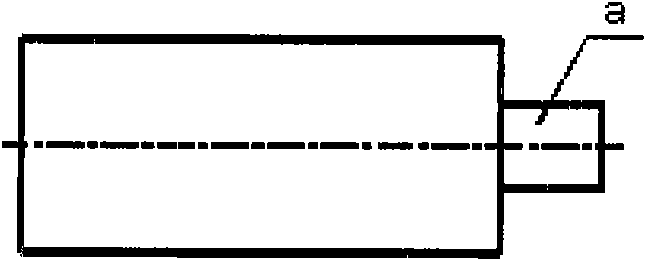
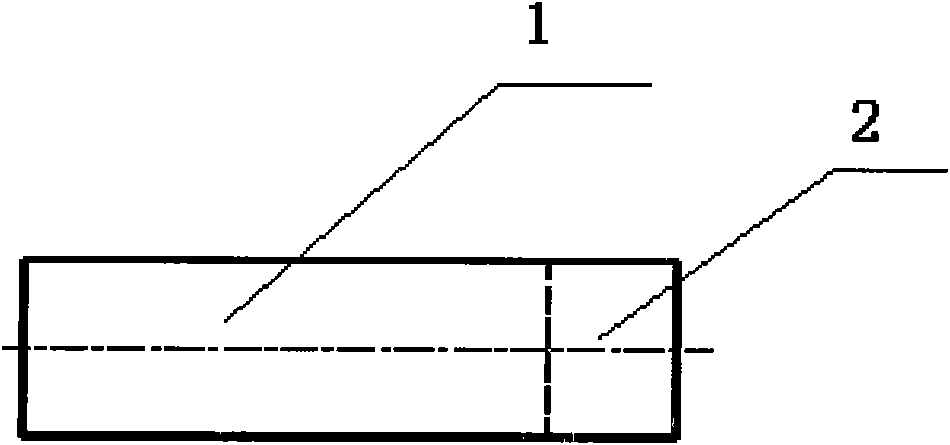
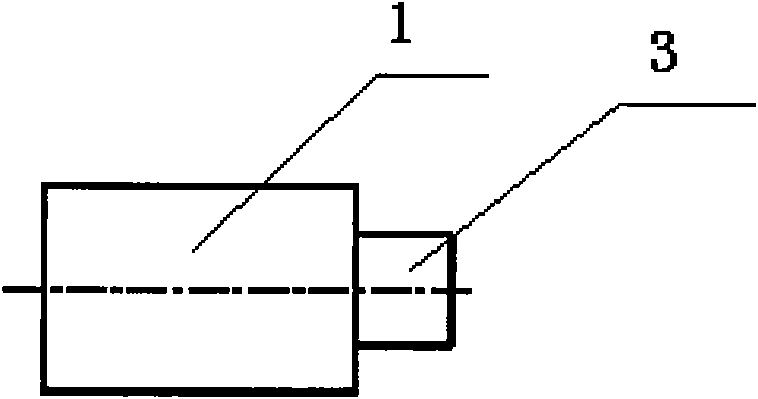
[0022] see figure 2 with image 3 , the forging method provided by the present invention is different from the conventional forging method from large diameter to small diameter, and solves the problem that the thin and short shaft section at the end of a large stepped shaft cannot be formed due to insufficient material distribution, and specifically includes the following steps:
[0023] (A) Forging the preform, the material of the thin and short shaft section 3 of the preform is first separated:
[0024] Assuming that the diameter D of the large platform stage of the forging after forming is φ900, the length is 1200, and the weight is 6000kg, the diameter d of the thin and short shaft section at the end of the forging after forming is φ500, the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More