Process for production line of an ocean engineering structural steel pipes
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
An offshore engineering and production line technology, applied in the field of offshore engineering structural steel pipe production line technology, can solve problems such as insufficient matching of related processes, reduced effective working time, high labor intensity of operators, etc., so as to improve the way of manual inspection and semi-finished products. Retention status and the effect of reducing labor input
Inactive Publication Date: 2013-08-14
CHINA NAT OFFSHORE OIL CORP +1
View PDF4 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
However, in the actual engineering of the offshore engineering industry, generally due to the wide variety of steel pipe specifications and the larger thickness range, the edge rolling capacity of the plate is limited. Moreover, this forming unit is not well matched with other related processes and the automation level is low. Therefore, , there is a common phenomenon of idle work, which reduces the effective working time; and because the existing production line layout has more cross operations, more manual work, and longer inspection cycles, the labor intensity of the operators is high, which affects the production progress of steel pipes and quality
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0051] Such as figure 1 As shown, the present invention adopts the following steps with the structural steel pipe manufacturing process of Φ610 × 16 × 12000mm as an example:
[0052] The first step: set up the material inspection workstation: check and confirm the material of the raw material of the steel plate and the size of the whole steel plate; the size of the whole steel plate is generally: 3000×16×12000mm, and there is a certain processing allowance on the four sides;
[0053] The second step: set up the steel plate blanking workstation: typesetting and marking on the entire steel plate, and mark the bar number;
[0054] Step 3: Set up the steel plate cutting workstation: confirm the size of the typesetting line and the label of the rod part number, and use the cutting equipment to cut the steel plate. machining allowance;
[0055] The fourth step: set up the steel plate reversing workstation: transport the steel plate from the blanking area to the transmission roller...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
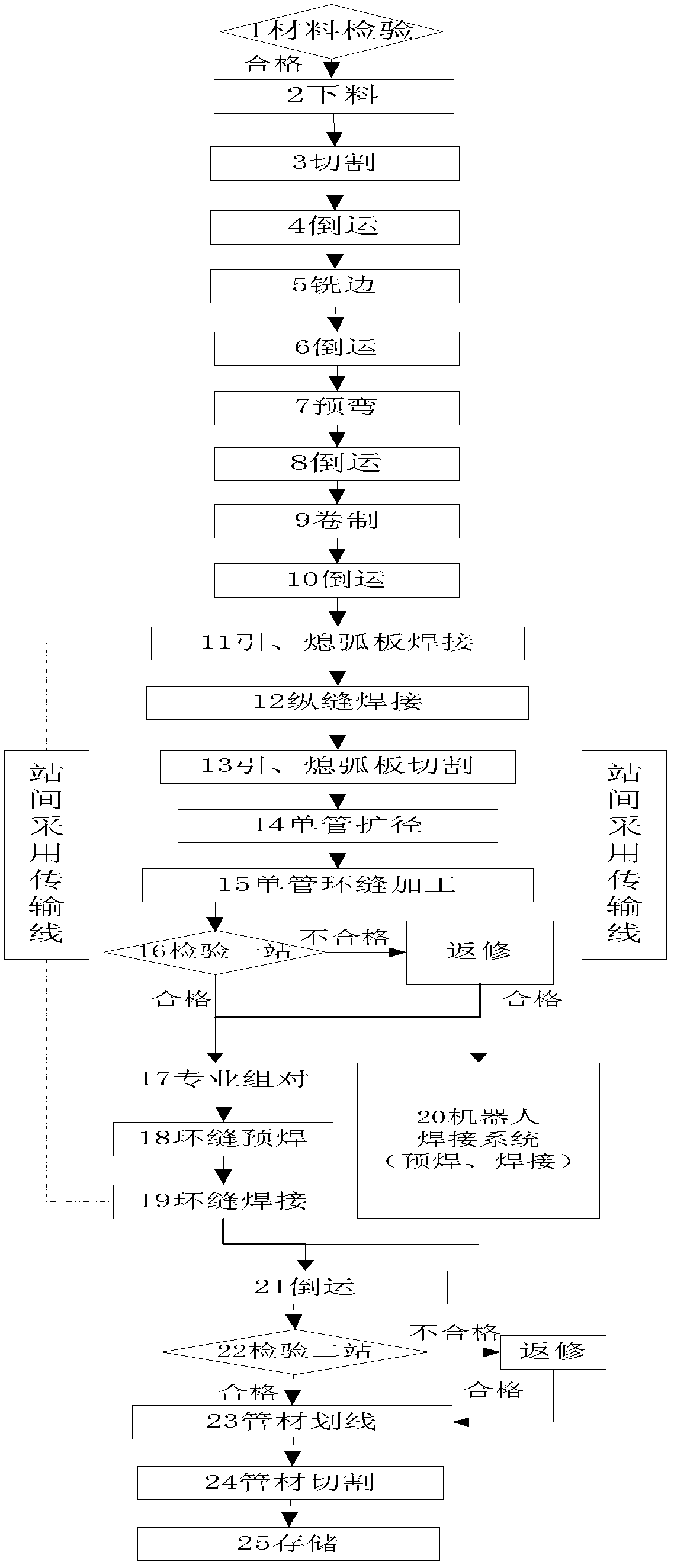
The invention discloses a process for a production line of ocean engineering structural steel pipes. The process comprises the following steps of: 1, checking steel plates; 2, typesetting and marking off; 3, cutting; 4, transporting the steel plates onto a conveying roller of an edge milling machine; 5, milling edges; 6, hoisting the steel plates on the conveying roller; 7, squeezing heads and prebending; 8, hoisting to the conveying roller; 9, rolling to form opened pipes, then sealing and carrying out positioned welding; 10, hoisting welding parts of arc ignition plates and arc quenching plates; 11, welding the arc ignition plates and the arc quenching plates at two ends of a weld pass; 12, welding longitudinal seams; 13, cutting the arc ignition plates and the arc quenching plates; 14,expanding the ends of the pipes; 15, marking off and cutting transition end bevels; 16, inspecting; 17, abutting joint circular seam groups; 18, prewelding circular seams; 19, filling and welding cover surfaces; 20, welding under the cooperation of a robot; 21, transporting to an inspection station; 22, inspecting; 23, marking off straight openings and nasal openings, and checking; 24, cutting; and 25, storing. By using the process, the work efficiency of assembly line work is greatly increased, and the quality of products is greatly improved; meanwhile, the production cost is reduced, and the ordering production of the steel pipes is ensured.
Description
technical field [0001] The invention relates to a steel pipe production line process, in particular to a marine engineering structural steel pipe production line process. Background technique [0002] At present, in the production process of industrial steel structures, there are generally two production methods for the prefabrication of commonly used steel structure pipes: press forming and roll forming. Among them, the wall thickness of the press-formed steel pipe is generally thin, not exceeding 42mm, and the outer diameter of the steel pipe is also small, generally less than 1.5m. Moreover, the opening of the tube tube after pressing is relatively large, and the tension difference in the tube blank is relatively large. The back is not a standard circle, the stress of the weld seam after welding is large, and it is easy to misalign. Therefore, the forming of steel structure pipes mainly adopts rolling units. [0003] The roll forming process includes the following steps...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More