

Process control method in the production of n80-1 non-quenched and tempered seamless oil casing
A process control, non-quenching and tempering technology, applied in the direction of rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problem that the parameters of deformation, deformation temperature, deformation rate and cooling speed cannot be controlled artificially, and lose operability and practicality. Meaning, lack of tensile and impact properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
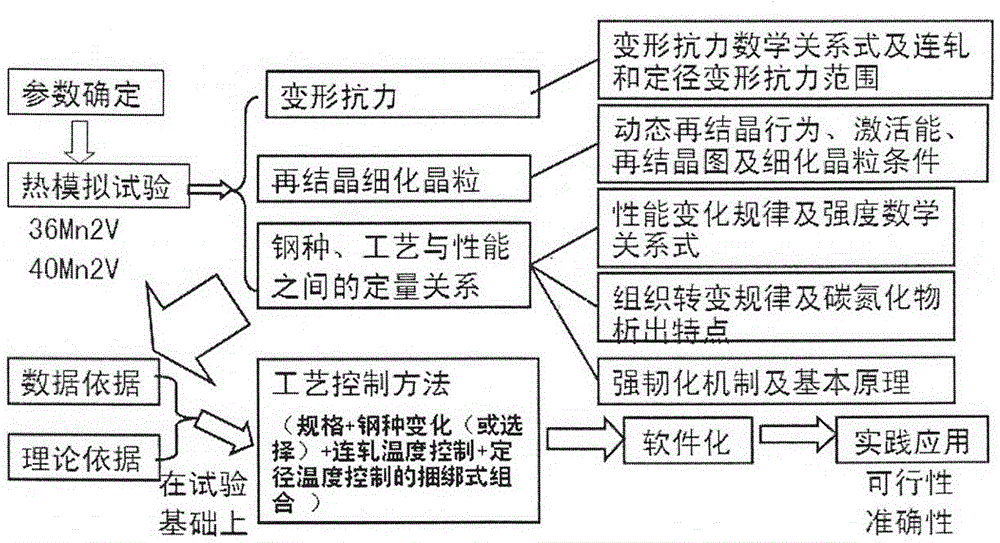
Method used
Image

Examples
Embodiment 1
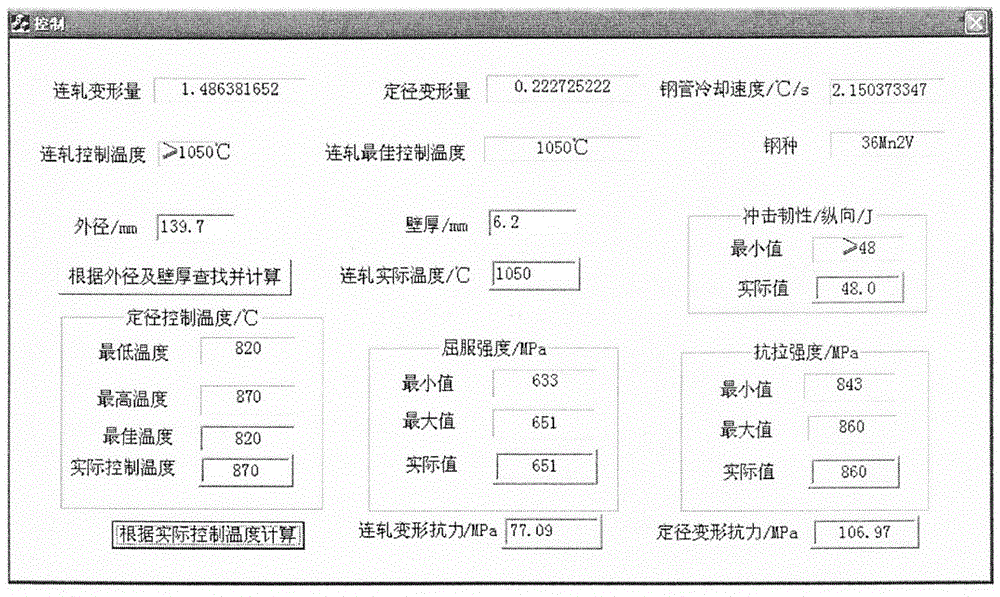
[0053] Embodiment 1. The N80-1 non-quenched and tempered seamless oil casing produced in this embodiment has an outer diameter of 139.7mm, a wall thickness of 6.2mm, a steel grade of 36Mn2V, and a production unit of ∮340.
[0054] According to Table 1 and Table 2, the basic parameters corresponding to the specification φ139.7mm×6.2mm are: continuous rolling deformation 1.486382, continuous rolling deformation rate 0.506940S -1 , Calibration deformation 0.222725, Calibration deformation rate 0.206606S -1 , The cooling rate is 2.150373°C / s, where: the cooling rate is calculated by the formula (1). The temperature control range of continuous rolling is 1050℃~1100℃, the best control temperature is 1050℃, the sizing temperature control range is 820℃~870℃, the best control temperature is 820℃. The yield and tensile strength of the product are between 633MPa~651MPa and 843MPa~860MPa respectively, and the impact toughness is ≥48J. When the continuous rolling and sizing temperatures ...
Embodiment 2
[0058] Embodiment 2. The N80-1 non-quenched and tempered seamless oil casing produced in this embodiment has an outer diameter of 244.48mm, a wall thickness of 11.99mm, a steel grade of 40Mn2V, and a production unit of ∮340.
[0059] According to Table 1 and Table 2, the basic parameters corresponding to the specification φ244.48mm×11.99mm are: continuous rolling deformation 1.041851, continuous rolling deformation rate 0.501069S -1 , Calibration deformation 0.145901, Calibration deformation rate 0.199547S -1 , Cooling rate 0.66787 ℃ / s. The temperature control range of continuous rolling is 1050℃~1100℃, the best control temperature is 1050℃, the sizing temperature control range is 820℃~870℃, the best control temperature is 820℃. The yield and tensile strength of the product are between 661MPa~688MPa and 936MPa~969MPa respectively, and the impact toughness is ≥46J. When the continuous rolling and sizing temperatures are controlled at 1050°C and 820°C, respectively, the corr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More