

A Calculation Method for Predicting the Temperature Field of Cold-rolled Strip Steel
A technology of cold-rolled strip steel and calculation methods, which is applied in the direction of metal rolling, metal rolling, and rolling mill control devices, and can solve the problems affecting the shape quality of strip steel, the limitation of calculation accuracy of cold-rolled strip temperature field, and the softening of strip material And other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] Below in conjunction with specific embodiment the present invention will be further described:
[0039] The embodiment selects a certain pass cold rolling process of ST12 steel as the calculation object. The entrance thickness is 2.30mm; the exit thickness is 1.63mm. There are 38 areas, and the strip in the roll gap is divided into 20 areas along the length direction of the strip. Other calculation initial parameters are shown in Table 1.
[0040] Table 1
[0041]
[0042]
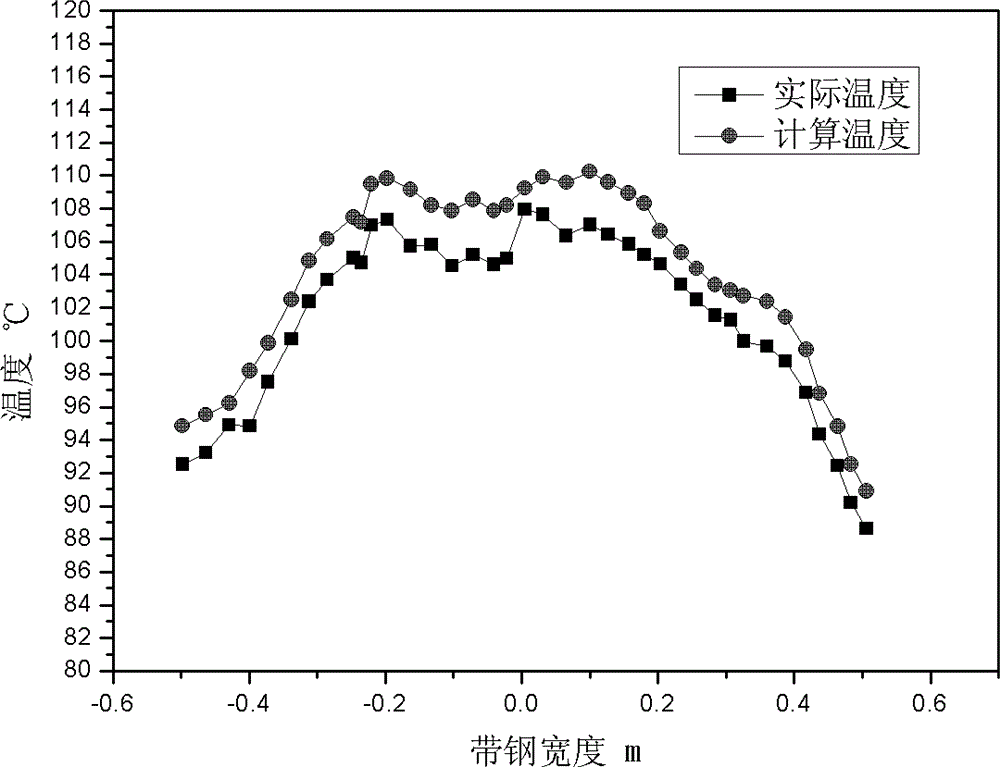
[0043] Using the numerical integration method to calculate and analyze the temperature change of the cold-rolled strip temperature field, the calculation results are as follows figure 1 As shown, the calculated strip temperature is in good agreement with the actual measured temperature, and the error is controlled within 3%, which proves the accuracy and reliability of the model of the present invention. The method of the invention can obtain the temperature distribution in the whole rolling...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More