

Method of manufacturing electric resistance welding pipe having excellent characterization of welded seam
A technology of resistance welding and characteristics, applied in the direction of welding of straight welds, manufacturing tools, resistance welding equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0115] Embodiment 1 will be described below.
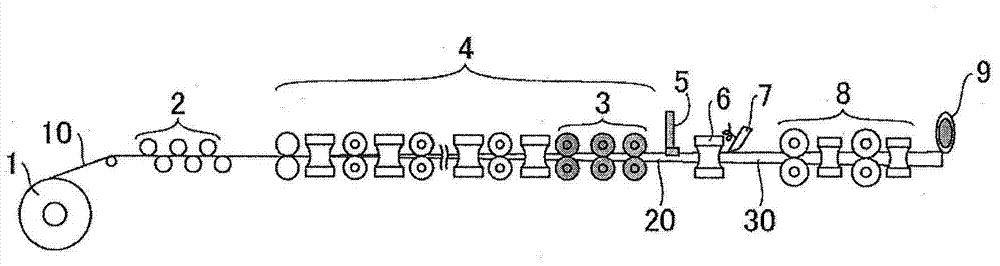
[0116] Here, an electric resistance welded pipe having a diameter of 600 mm was manufactured using a strip material (steel strip) having a width of 1920 mm and a thickness of 19.1 mm. A test piece was cut from the welded portion of the manufactured electric resistance welded pipe, and the test piece was subjected to a Charpy test to evaluate the performance of the pipe. A Charpy test piece is sampled at each of ten different points along the length of the tube in such a way that the longitudinal direction of the test piece is parallel to the circumferential direction of the tube and the longitudinal center of the notch corresponds to the The center position on the thickness. The test piece was shaped into a JIS52 mm-V-notch impact test piece, impact tested at -46°C, and the Charpy impact value and brittle fracture surface ratio were measured. A Charpy impact value of 125J or more and a brittle fracture surface ratio of 35% or le...
Embodiment 1)
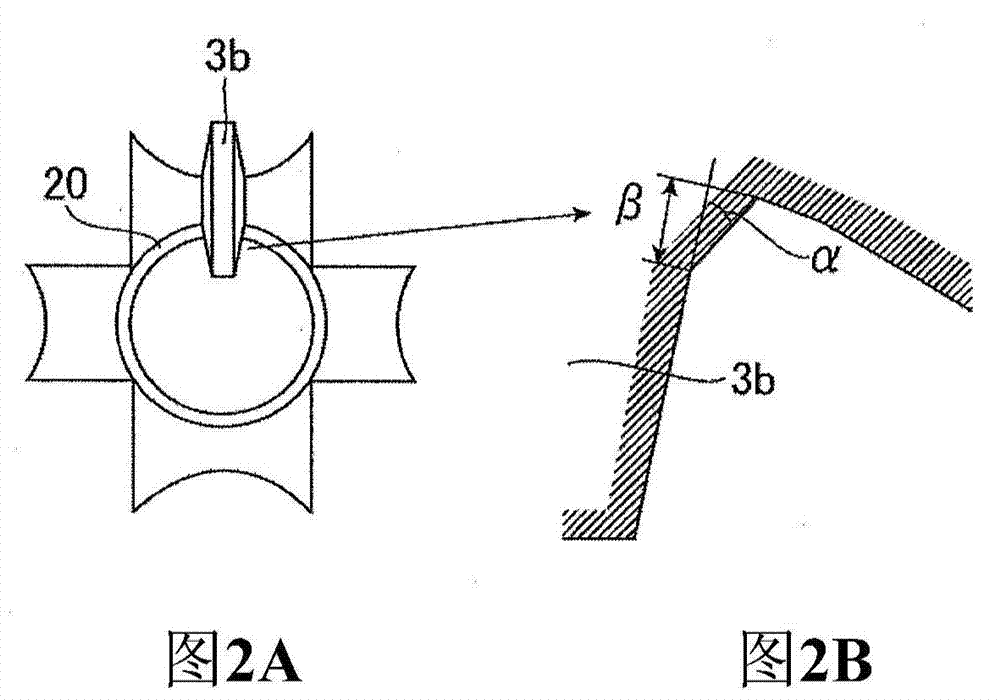
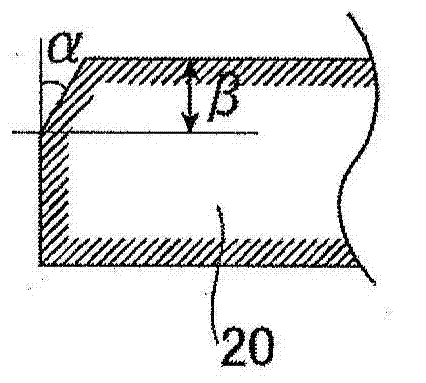
[0118] As Example 1 of the present invention, a resistance welded pipe was manufactured according to the first embodiment. That is, the strip transverse edge at the side that will be the outer surface side of the tube is formed into a tapered shape by a fin-forming end stand whose fins have two angles (the first of the fins The angle is 85° relative to the perpendicular to the axis of the roll). The taper is made to have an angle of inclination α of 30° relative to the vertical edge of the strip.
Embodiment 2)
[0120] As Example 2 of the present invention, a resistance welded pipe was manufactured according to the second embodiment. That is, in the two-stand fin forming, the strip transverse edge at the side to be the tube outer surface side and the strip transverse edge at the side to be the tube inner surface side are respectively formed by the first stand Being tapered, the fins of this first stand have three angles (the second angle of the fins is 40° relative to the perpendicular to the axis of the roll). The inclination angle α at the side to be the tube outer surface side and the inclination angle γ at the side to be the tube inner surface side were made to be 25°.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More