

Strip rolling reduction rate control method for two-stand four-high mill
A four-high rolling mill and strip rolling technology, applied in the direction of tension/pressure control, etc., can solve the problems of long transformation period, high cost of production equipment transformation, customer loss, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
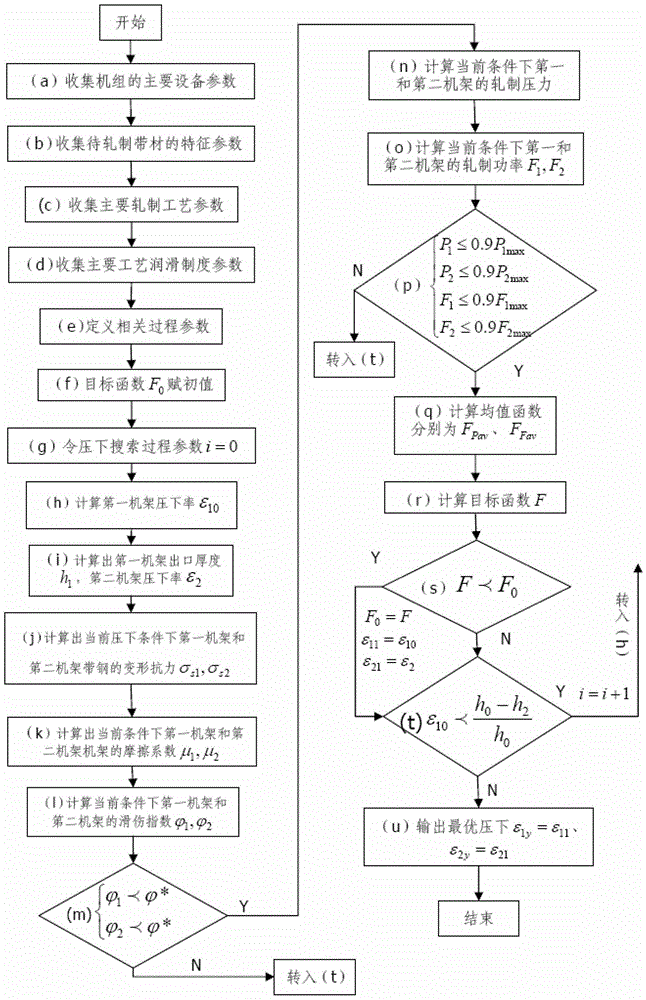
[0109] Taking a double-stand 1420 rolling mill as an example, with the help of image 3 to describe the rolling reduction setting process for high-grade automotive sheet of a specific specification.
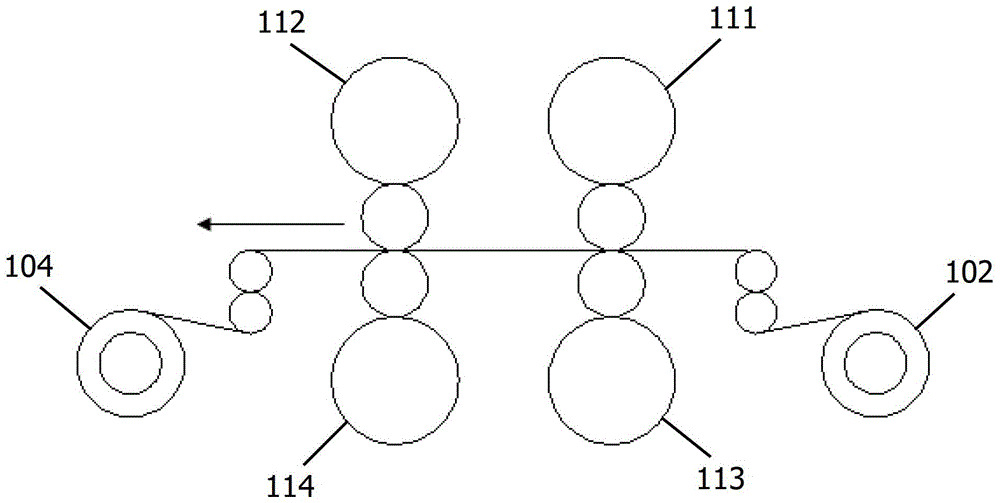
[0110] Firstly, in step 1, the main equipment parameters of the two-stand four-high rolling mill to be set are collected, mainly including the diameters of the work rolls of the first stand and the second stand The maximum rolling pressure P of the first stand and the second stand rolling mill 1max =1800t,P 2max =1800t, the maximum rolling power F of the first stand and the second stand rolling mill 1max =4000Kw, F 2max =4000Kw;
[0111] Subsequently, in step 2, the characteristic parameters of the strip to be rolled are collected, mainly including: the width B=1200mm of the strip; the thickness h of the incoming strip 0 =0.9mm; Elastic modulus E of strip=2.1×10 5 MPa; Poisson's ratio of the strip v=0.3; initial deformation resistance σ of the strip s0 =420MPa; Deformatio...
no. 2 approach
[0138] In order to further illustrate the implementation process of this patent, taking a certain double-stand 1550 rolling mill as an example, with the help of image 3 to describe the rolling reduction setting process for high-grade automotive sheet of a specific specification.
[0139] Firstly, in step 1, the main equipment parameters of the double-stand 1550 four-high rolling mill to be set are collected, mainly including the diameters of the work rolls of the first stand and the second stand The maximum rolling pressure P of the first stand and the second stand rolling mill 1max =2000t, P 2max =2000t, the maximum rolling power F of the rolling mills of the first stand and the second stand 1max =4500Kw,F 2max =4500Kw;
[0140] Subsequently, in step 2, the characteristic parameters of the strip to be rolled are collected, mainly including: the width B=1320mm of the strip; the thickness h of the incoming strip 0 =1.20mm; Elastic modulus E=2.1×10 5 MPa; Poisson's ratio...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More