

Bulging draw forming method for variable-camber half flat tube part
A technology of variable curvature and parts, applied in the field of aircraft manufacturing, to avoid cracking, improve mold clamping accuracy and reliability, and solve the effects of springback and wrinkling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
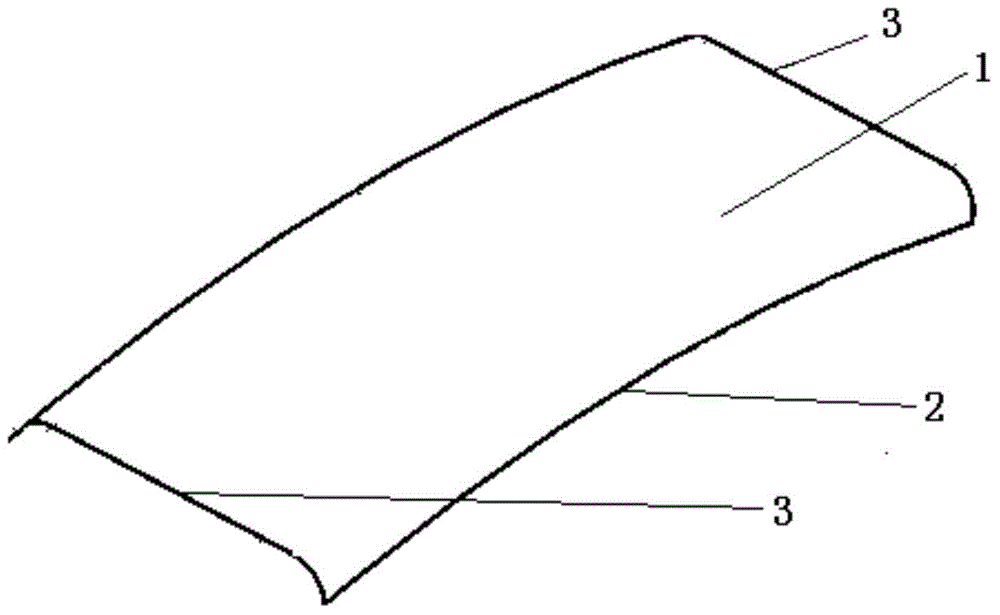
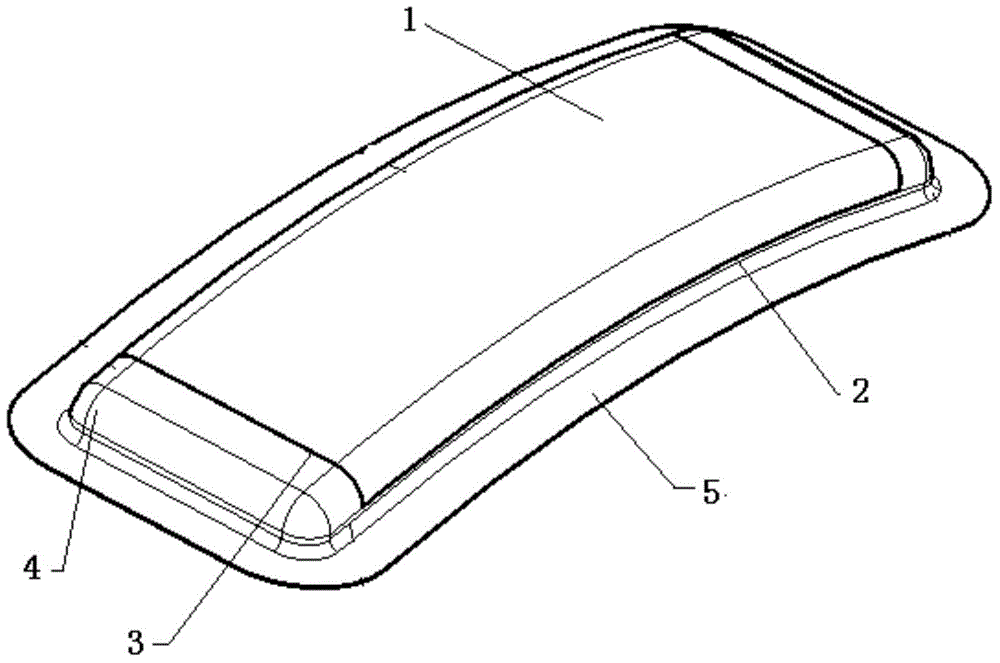
[0017] See attached picture, figure 1 Shown is the known theoretical model 1 of variable curvature semi-flat tube parts. Firstly, according to the theoretical model of the part, the process model of the bulging and deep drawing forming of the part is established, such as figure 2 As shown, the process model extends the bending line 2 on both sides of the theoretical model 1 of the part and the end line 3 at both ends and performs process compensation to make it a cavity with a rounded process compensation end 4. The bottom surface of the cavity is Annular flange edge 5, the flange edge 5 is kept parallel to the flange line 2 of theoretical model 1; then the unfolded wool material for part processing is made according to the process model; the expanded wool material is estimated based on the principle that the wool material before and after forming is equal to the surface area of the part, and the expanded wool material and the part surface area are equal The outer contour ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More