Center measurement and adjustment method for steel pipe heat extruder
An adjustment method and hot extrusion technology, applied in metal processing, metal processing equipment, manufacturing tools, etc., can solve the problems of complex measurement work, many measurement tools, and inability to measure concentricity data, and achieve the effect of practical concentricity.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
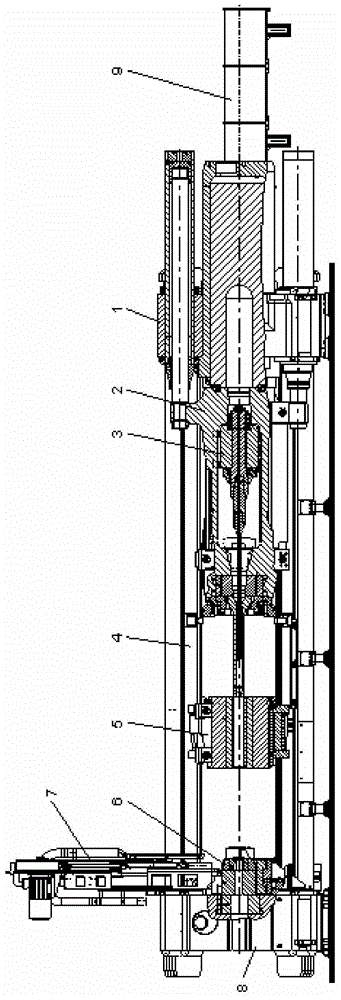
[0030] see figure 1 , a kind of steel pipe hot extrusion machine center measurement, adjustment method of the present invention, it comprises the steps:
[0031] 1) Remove the mandrel and connecting rod on the mandrel beam 1, and leave the connecting thread at the bottom of the mandrel beam 1;
[0032] 2) Take the center of the connecting thread at the bottom of the mandrel beam 1 and the center of the front beam 8 as reference points, and pull the reference steel wire;
[0033] 3) Measure the concentricity deviation data of the extrusion die 6, the extrusion cylinder 5, and the extrusion beam 2 respectively with reference to the reference steel wire;
[0034] 4) By adjusting the installation positions of the extrusion die 6, the extrusion cylinder 5, and the extrusion beam 2, the concentricity deviation is adjusted to meet the technical requirements.
[0035] Preferably, the concentricity control between the extrusion die and the reference steel wire: less than 0.3mm; the c...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap