

Local forging forming method for titanium alloy large plate type forged piece
A titanium alloy, local technology, applied in the field of local forging and forming of titanium alloy large disc forgings, can solve the problems of inability to guarantee forming uniformity, anisotropy of mechanical properties, single metal flow direction, etc., to improve the metal flow direction and promote elimination. and repair, reduce the effect of the press load
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0016] The main chemical element content (percentage by weight) of the TC4 titanium alloy is: 5.5% to 6.8% of Al, 3.5% to 4.5% of V, 0.30% of Fe, 0.10% of C, and 0.05% of N , containing 0.015% of H, 0.20% of O, and the balance being Ti.
[0017] The steps of this method are as follows:
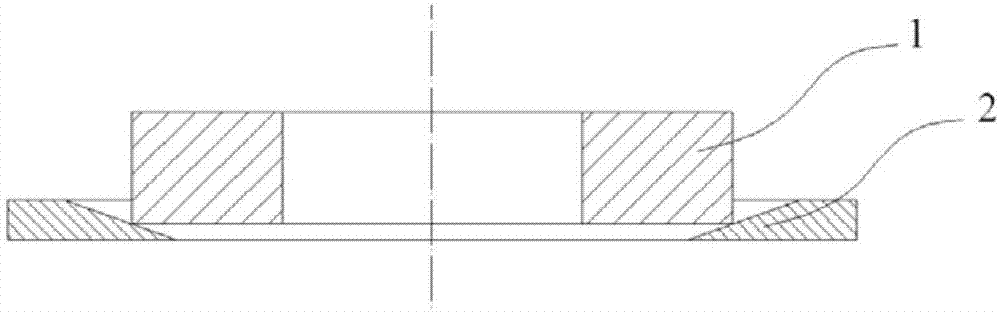
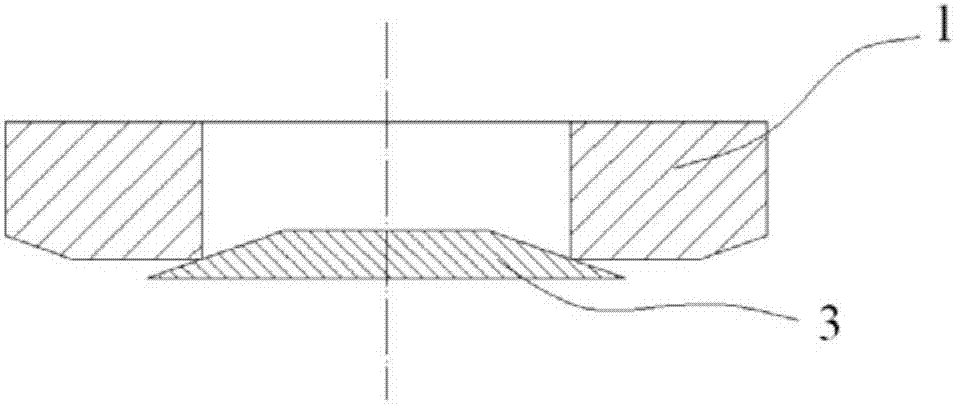
[0018] According to the forming requirements, manufacture the inner gasket 3 and the outer gasket 2 for partial forming, the inner wall of the outer gasket 2 and the outer wall of the inner gasket 3 form an angle α with the horizontal table, 10°≤α≤30°;
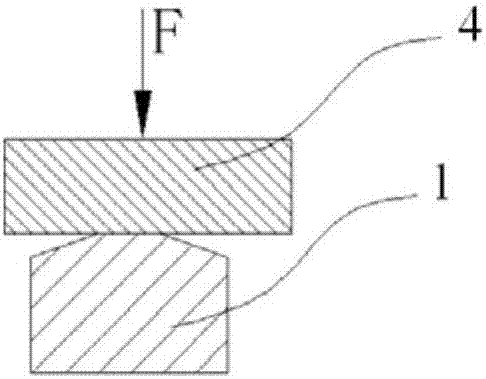
[0019] Heating the titanium alloy rods blanked according to the specifications to a certain temperature and keeping them warm; then upsetting, punching and pre-rolling the heat-preserved titanium alloy rods into a rectangular thick-walled intermediate billet 1;
[0020] Such as figure 1 As shown, place the outer gasket 2 horizontally on the workbench, then place the intermediate blank 1 horizontally on the inner wall of the outer gasket 2, d...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More