

Precision forging and cold pressing forming machining process and die for end tooth side inverted cone combined teeth
A technology of precision forging and cold pressing, applied in manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve the problems of low efficiency of combined tooth milling, difficult milling processing, complaints from the end market, etc. Productivity, Anisotropy Elimination, Strength Enhancement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment 1
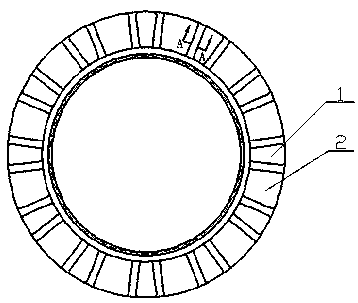
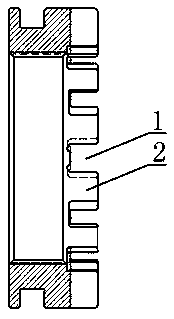
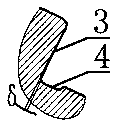
[0047] Specific embodiment 1: A precision forging and cold-press forming processing technology for end tooth side inverted cone combined teeth, including the end combined tooth preforming die forming process, the end combined tooth precision forging process, and the overall tooth shape The forming process of the cold-pressed finishing tooth mold and the cold-pressing forming process of the end tooth side inverted taper joint tooth, firstly, according to the end joint tooth product drawing provided by the customer (as shown in the attached manual) figure 1 shown), according to the back taper angle of the side of the combined tooth, the depth of the combined tooth, and the effective length of the combined tooth in the radial direction, the volume of the inverted cone part of the combined tooth at the end (the cross section is a right triangle), that is, the wedge, is calculated, and the combined tooth The volume of the inverted cone part is enlarged by a certain multiple, and tra...
specific Embodiment 2
[0048] Specific embodiment 2: A precision forging and cold-press forming processing technology for end tooth side inverted cone combined teeth, including the end combined tooth preforming die forming process, the end combined tooth precision forging process, and the overall tooth shape The forming process of the cold-pressed finishing tooth mold and the cold-pressing forming process of the end tooth side inverted taper joint tooth, firstly, according to the end joint tooth product drawing provided by the customer (as shown in the attached manual) figure 1 shown), according to the back taper angle of the side of the combined tooth, the depth of the combined tooth, and the effective length of the combined tooth in the radial direction, the volume of the inverted cone part of the combined tooth at the end (the cross section is a right triangle), that is, the wedge, is calculated, and the combined tooth The volume of the inverted cone part is enlarged by a certain multiple, and tra...
specific Embodiment 3
[0049] Specific embodiment 3: A precision forging and cold-press forming processing technology for end tooth side inverted cone combined teeth, including the end combined tooth preforming die forming process, the end combined tooth precision forging process, and the overall tooth shape The forming process of the cold-pressed finishing tooth mold and the cold-pressing forming process of the end tooth side inverted taper joint tooth, firstly, according to the end joint tooth product drawing provided by the customer (as shown in the attached manual) figure 1 shown), according to the back taper angle of the side of the combined tooth, the depth of the combined tooth, and the effective length of the combined tooth in the radial direction, the volume of the inverted cone part of the combined tooth at the end (the cross section is a right triangle), that is, the wedge, is calculated, and the combined tooth The volume of the inverted cone part is enlarged by a certain multiple, and tra...
PUM
| Property | Measurement | Unit |
|---|---|---|
| shrinkage | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More