LED Lamp assembly apparatus
A technology for assembly equipment and LED lights, which is applied in metal processing equipment, metal processing, manufacturing tools, etc., can solve the problems of low efficiency and low assembly efficiency of assembly equipment, and achieve the effect of improving material receiving efficiency and assembly efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The above and other technical features and advantages of the present invention will be clearly and completely described below in conjunction with the accompanying drawings. Apparently, the described embodiments are only some of the embodiments of the present invention, not all of them.
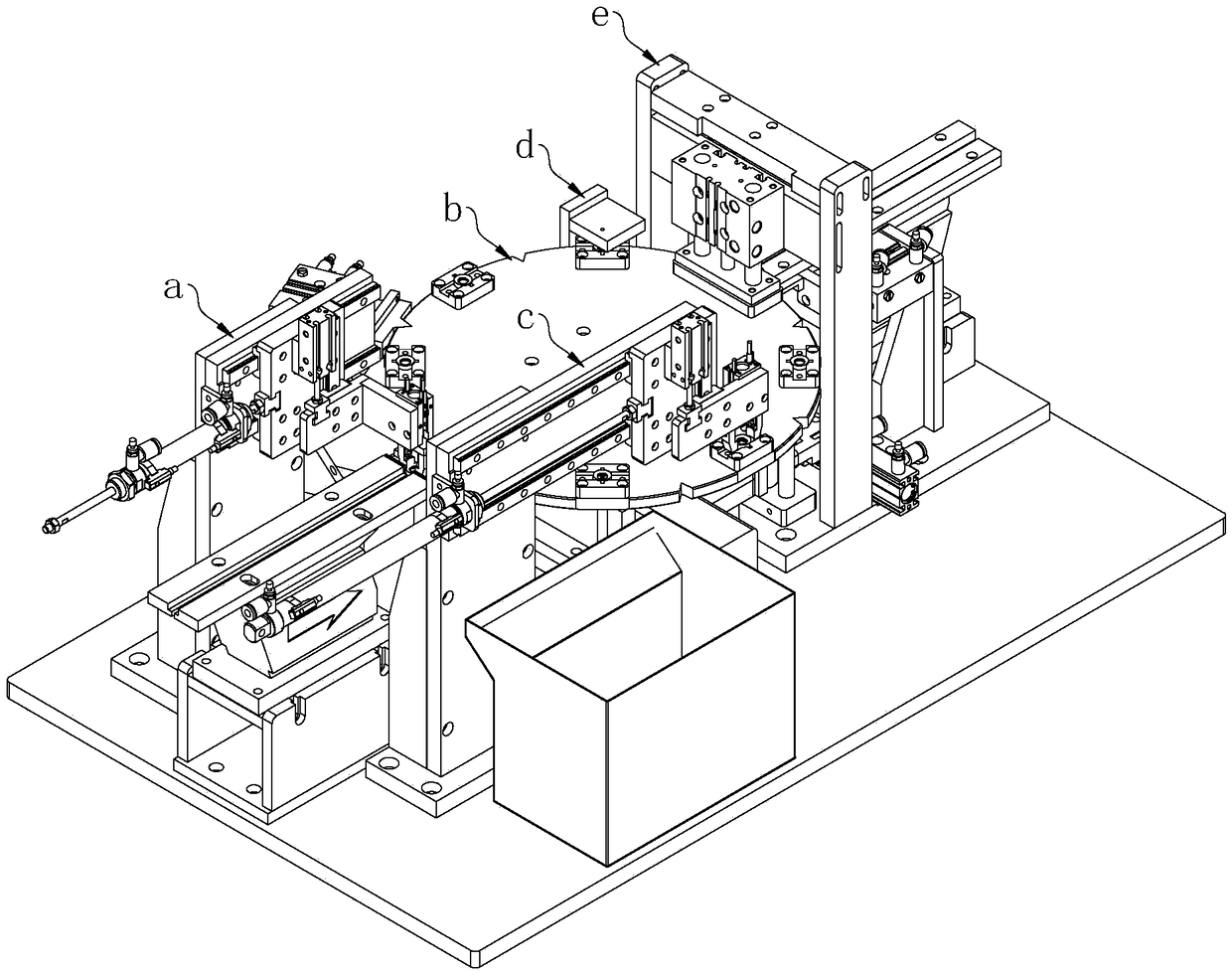
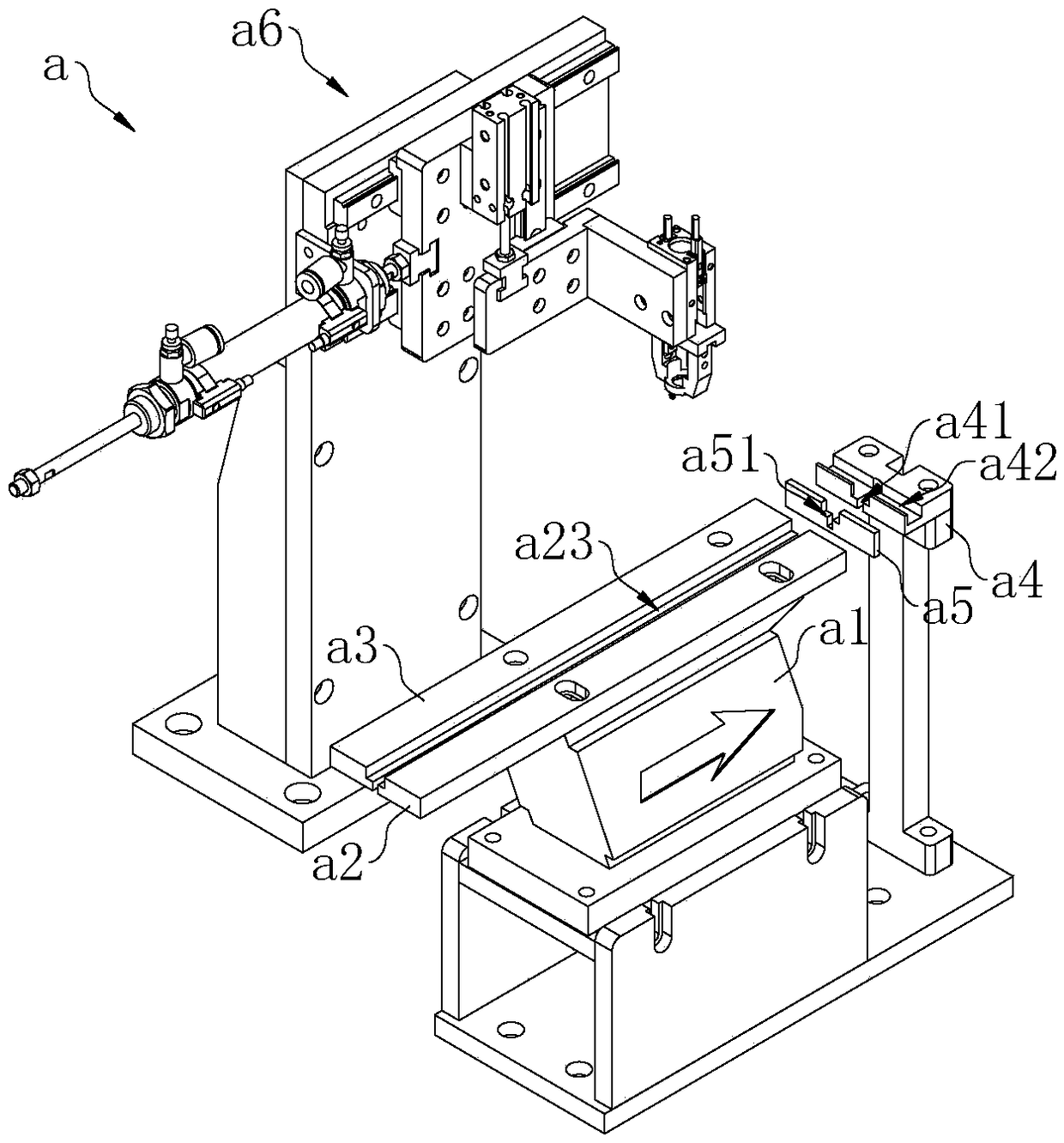
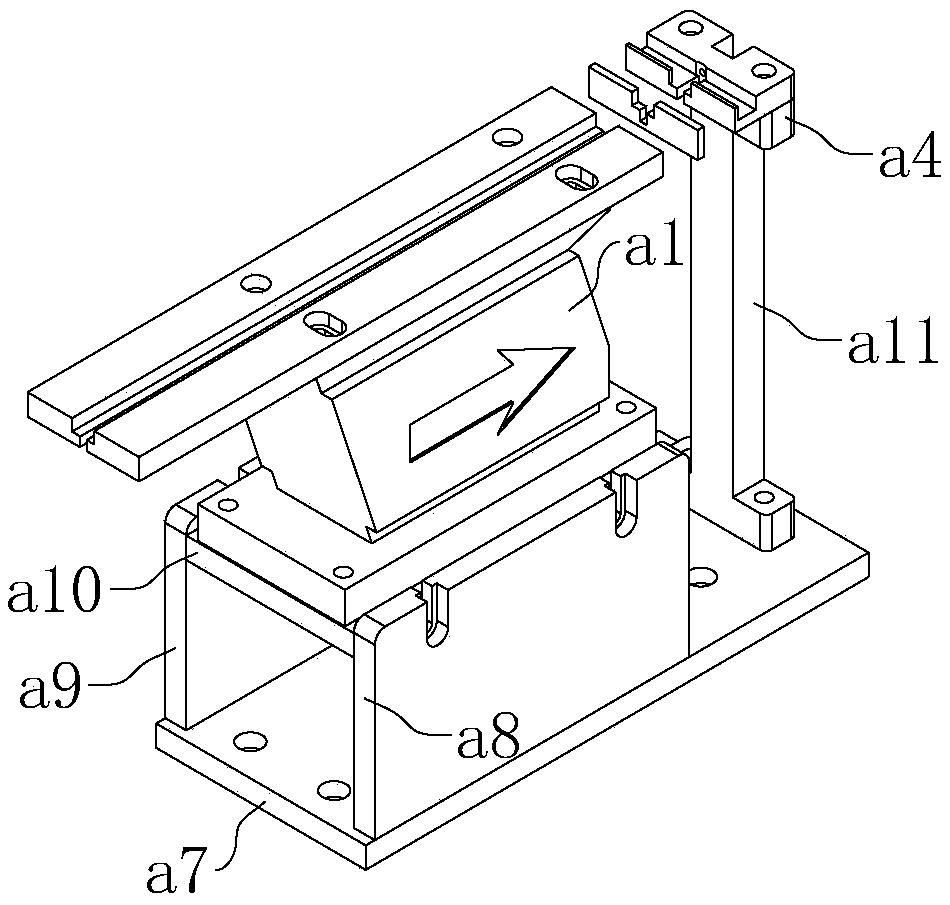
[0027] In one embodiment, such as figure 1 , figure 2 ,as well as Image 6 shown.
[0028] The LED lamp assembly equipment provided in this embodiment includes a positioning turntable mechanism b, a plastic parts feeding mechanism a, a plastic parts detection mechanism d, a lamp bead assembly mechanism e, and a finished product receiving mechanism c arranged in sequence around the positioning turntable mechanism b; Plastic part feeding mechanism a includes plastic part magnetic shock a1, plastic part first guide bar a2, plastic part second guide bar a3, plastic part limit block a4, and flexible connecting block a5; plastic part first guide bar a2 and plastic part There is a T-shaped...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com