A kind of processing method of umbrella valve disc
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A processing method and umbrella valve technology, which is applied in the field of valve disc processing, can solve the problems that the valve disc is not easy to clamp, and it is difficult to ensure the coaxial accuracy of the upper and lower ends of the workpiece.
Active Publication Date: 2021-02-12
HARBIN TURBINE +1
View PDF9 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0003] The present invention solves the problem that it is difficult to clamp and ensure the coaxial accuracy of the upper and lower ends of the workpiece when processing the valve disc in the existing process scheme, and further provides a processing method for the umbrella-shaped valve disc
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
specific Embodiment approach 1
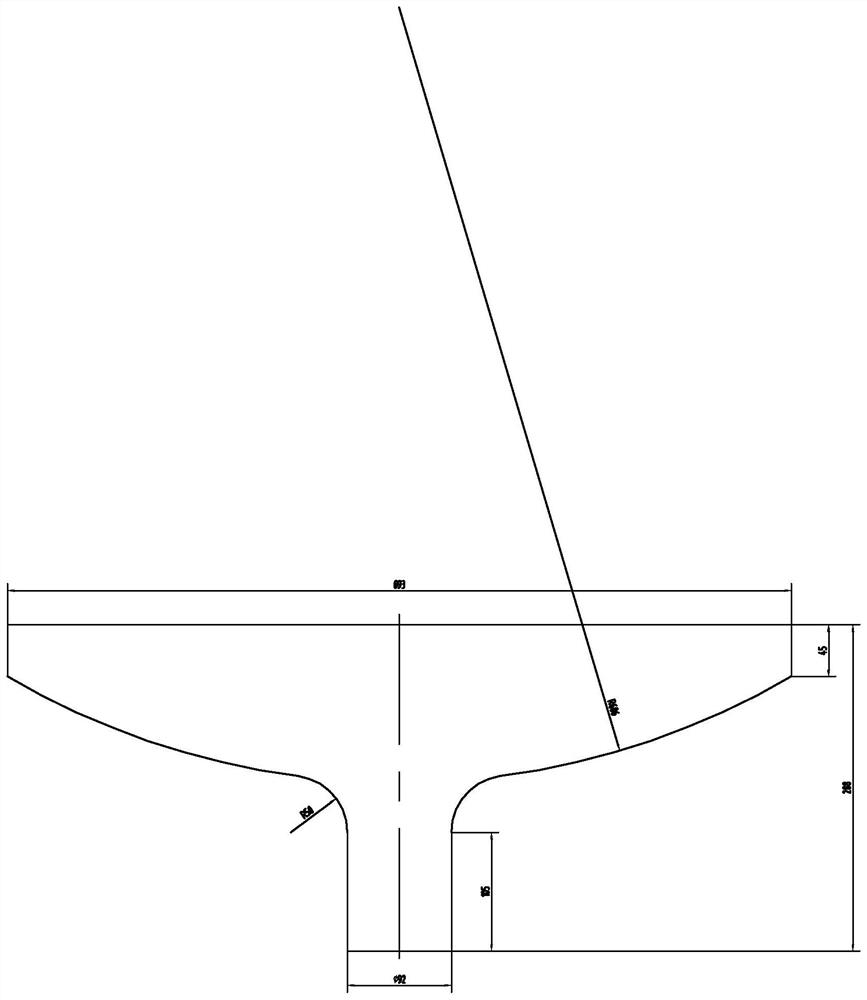
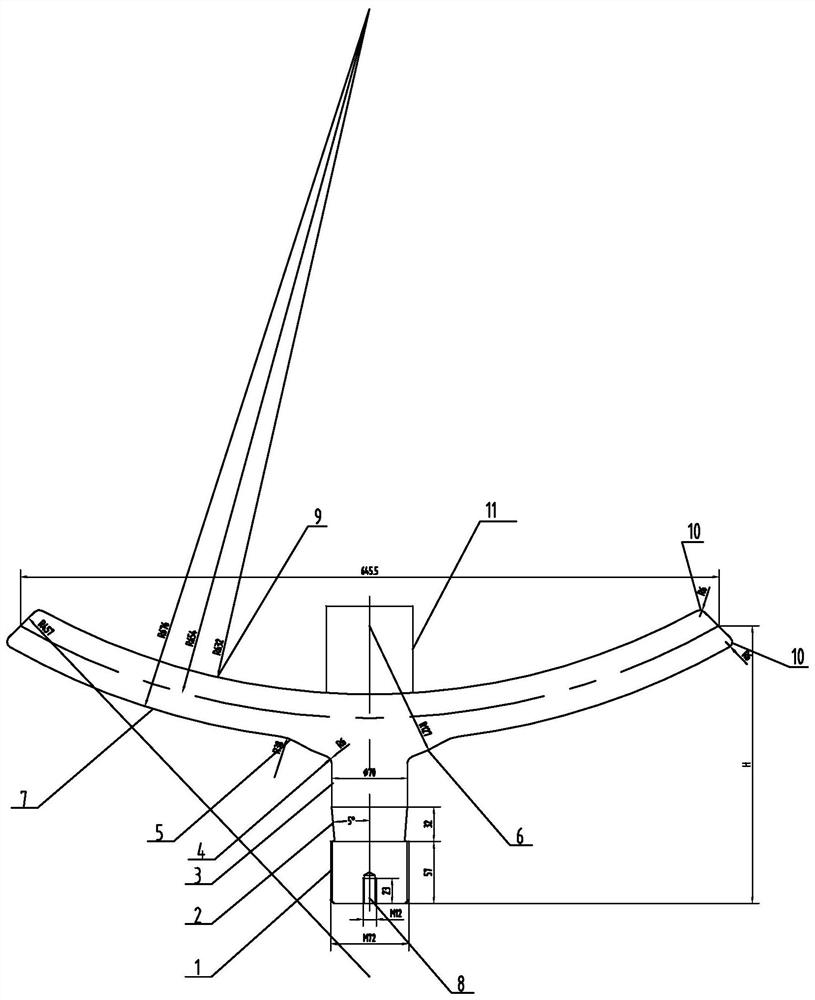
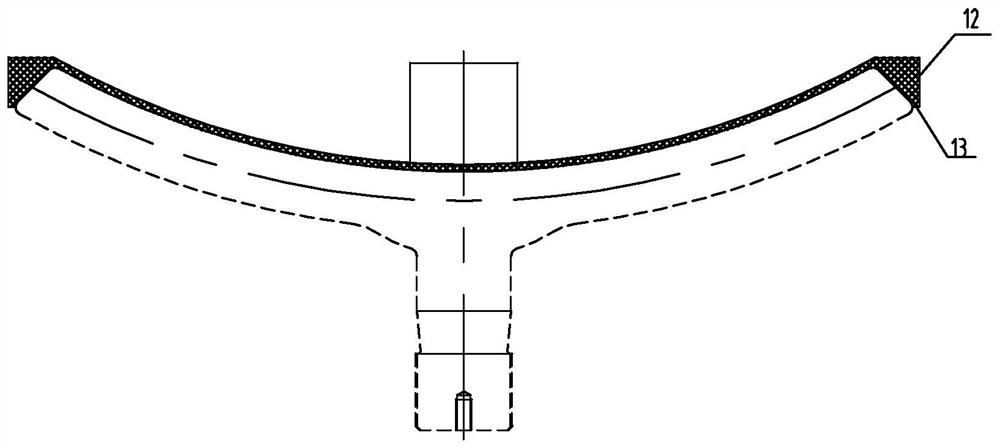
[0032] Specific implementation mode one: combine Figure 1 to Figure 3 To illustrate this embodiment, the processing method of the umbrella-shaped valve disc described in this embodiment is carried out in the following steps:
[0033] Step 1: preparing a blank and forging the blank;
[0034] Step 2: select a horizontal lathe to rough turn the blank obtained in step 1, rough turn the outer circle and end face of the blank, and leave a clamping auxiliary head 11 at the center of the upper end of the workpiece;
[0035] Step 3: Tempering and stress-relieving the workpiece obtained after rough turning in Step 2;
[0036] Step 4: Select a horizontal lathe to turn each part of the lower end of the workpiece obtained in step 3;
[0037] Turning steps are as follows:
[0038] 1. Use the four-jaw chuck configured on the lathe to clamp the clamping auxiliary head reserved in the center of the upper end of the workpiece;
[0039] 2. Turn the threaded section 1 at the lower end of the...
specific Embodiment approach 2
[0050] Specific implementation mode two: combination Figure 1 to Figure 3 To illustrate this embodiment, the forging process described in Step 1 of this embodiment is: heating the forging to be processed to 1150°C, forging according to the external dimensions of the forging, annealing the part after forging, heating at 860°C, and keeping warm 3 hours, followed by furnace cooling for 8 hours to obtain a blank. Other components and connections are the same as those in the first embodiment.
specific Embodiment approach 3
[0051] Specific implementation mode three: combination Figure 1 to Figure 3 To illustrate this embodiment, in step 2 of this embodiment, the machining allowance on one side of the outer circle and the end face is 3mm, the rotation speed is 80r / min, the feed rate is 0.2mm / r, and the cutting depth is 2mm. Other components are the same as those in Embodiment 1 in terms of connections.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
A processing method for an umbrella-shaped valve disc, which relates to a processing method for a valve disc. The present invention solves the problem that it is difficult to clamp and ensure the coaxial accuracy of the upper and lower ends of the workpiece when processing the valve disc in the existing technological scheme. The processing method of the present invention The method is as follows: 1. forging the blank; 2. the outer circle and end face of the rough turning blank; 3. tempering to relieve stress; The outer circle and end face of the positive workpiece are 0.01mm, and the upper parts of the workpiece are turned on a horizontal lathe: 6. The fitter taps the threaded hole, processes it into an M12 threaded hole, prints the drawing number mark, and the valve disc part of the regulating valve is processed. The invention is used for processing umbrella-shaped valve discs. The invention adopts the technological scheme of leaving a clamping auxiliary head at the lower end, which not only solves the problem of difficult clamping, but also effectively ensures the coaxial precision requirements of the outer circles at the upper and lower ends.
Description
technical field [0001] The invention relates to a processing method of a valve disc, in particular to a processing method of an umbrella-shaped valve disc, belonging to the technical field of valve disc processing. Background technique [0002] The umbrella-shaped valve disc is one of the components of the steam turbine unit. The lower end of the umbrella-shaped valve disc is a complex curved surface structure (see the attached drawing in the manual), and it is necessary to ensure that the wall thickness of the umbrella at the lower end is uniform after processing, and the outer circles at the upper and lower ends are coaxial. To ensure the working performance of the valve. How to clamp and ensure the coaxial precision of the upper and lower ends during the processing of the valve disc is a difficult point in processing. Contents of the invention [0003] The present invention provides a processing method for an umbrella-shaped valve disc in order to solve the problem tha...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More