

Method for producing thin-specification low-alloy high-strength diamond plate based on CSP process
A thin-gauge, low-alloy technology, used in metal rolling, metal rolling, metal processing equipment, etc., can solve the problems of edge pattern groove damage, uneven cooling, pattern breakage, etc., to ensure the pattern pattern. Integrity and shape, stable effect of production process control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
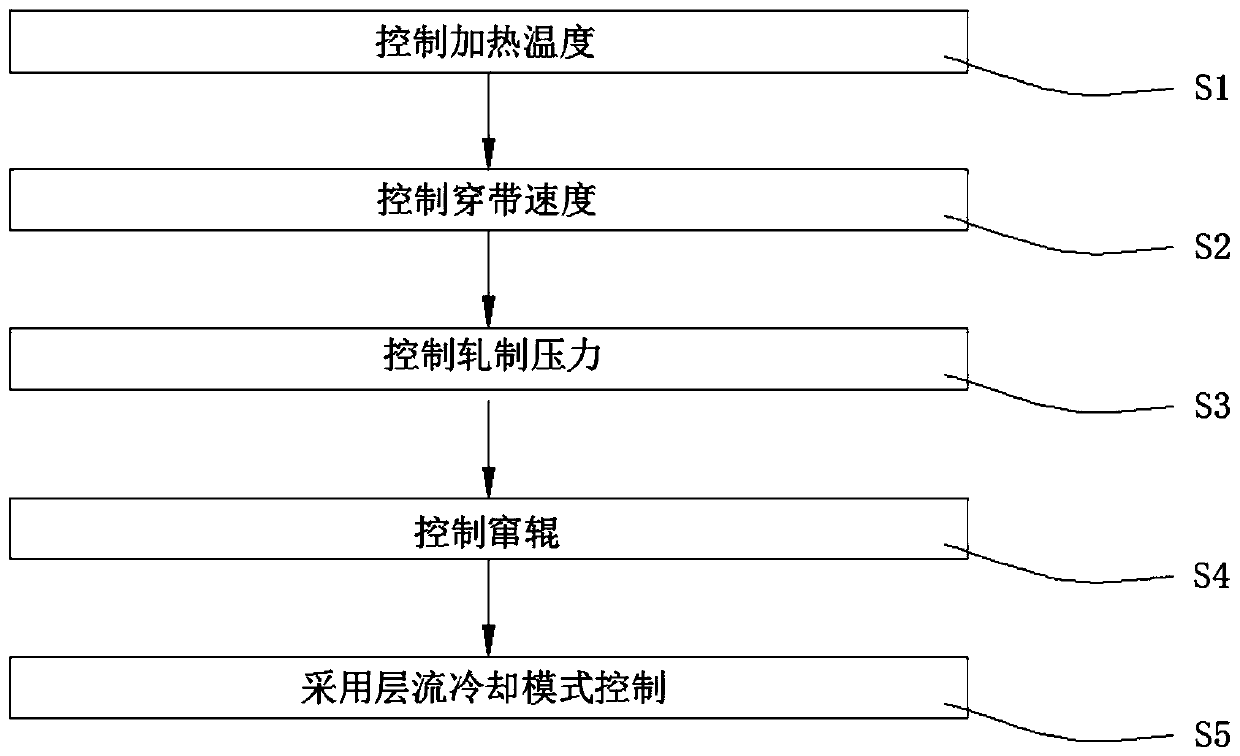
[0029] The present invention provides such as figure 1 A method for producing a thin-gauge, low-alloy, high-strength checkered plate based on a CSP process as shown includes the following steps:
[0030] S1. Control the heating temperature: control the furnace entry temperature and the furnace exit temperature;
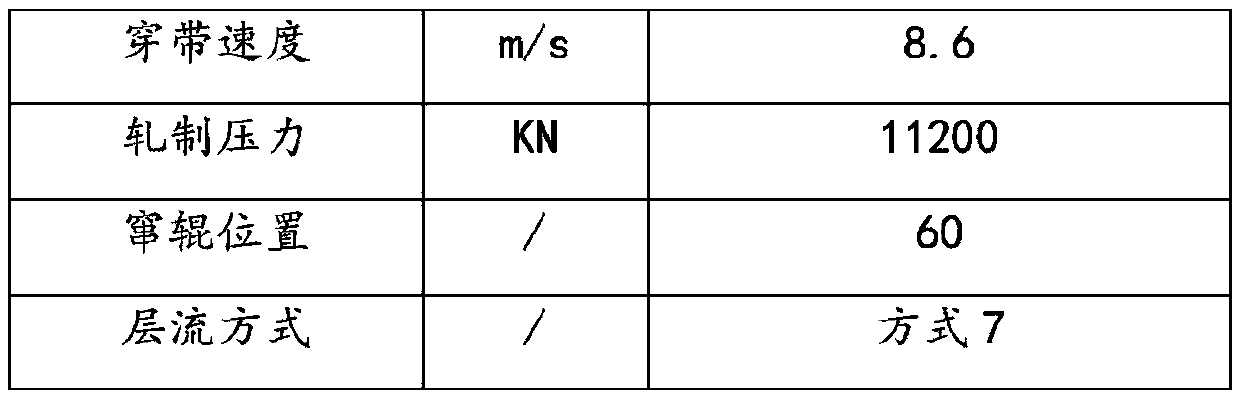
[0031] S2. Control the threading speed: according to the thickness of the rolled product, control the threading speed;
[0032] S3. Control the rolling pressure: adjust the rolling force parameters according to different thickness specifications;
[0033] S4. Control roll shifting: after changing rolls and calibrating, starting from 0 point, the roll shifting cycle starts at 20mm, 25mm, and 30mm respectively. The range of roll shifting is (-100, 100), and the frequency of roll shifting is every 2 pieces of steel move once;
[0034] S5. Adopt laminar flow cooling mode control: laminar flow cooling is set to mode 7.
[0035] Specifically in the present invention: in...
Embodiment 2
[0060] The present invention also provides figure 1 A method for producing a thin-gauge, low-alloy, high-strength checkered plate based on the CSP flow shown is different from Embodiment 1 in that:
[0061] The temperature into the furnace is 900°C.
[0062] When the thickness of the rolled product is in the interval of 1.4mm
[0063] When rolling a 1000mm section, the rolling pressure range is 10500KN; when rolling a 1250mm section, the rolling pressure range is 12000KN; when rolling a 1500mm section, the rolling pressure range is 13000KN.
Embodiment 3
[0065] The present invention also provides figure 1 A method for producing a thin-gauge, low-alloy, high-strength checkered plate based on the CSP flow shown is different from Embodiment 1 in that:
[0066] The temperature into the furnace is 950°C.
[0067] When the thickness of the rolled product is in the interval of 1.4mm
[0068] When rolling a 1000mm section, the rolling pressure range is 11500KN; when rolling a 1250mm section, the rolling pressure range is 13000KN; when rolling a 1500mm section, the rolling pressure range is 14000KN.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More