Stamping equipment for socket inserts
A technology of stamping equipment and inserts, applied in the field of stamping equipment for socket inserts, which can solve problems such as inability to push sideways, difficult layout, and drop of inserts, and achieve the effects of avoiding interference, improving production efficiency, and increasing reliability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] The specific implementation manners of the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. The following examples or drawings are used to illustrate the present invention, but not to limit the scope of the present invention.
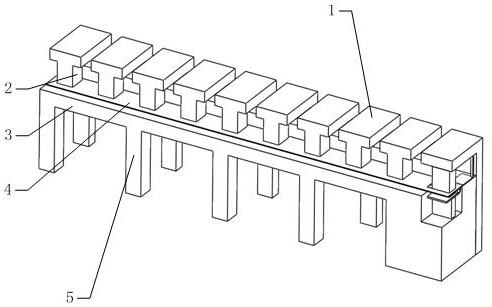
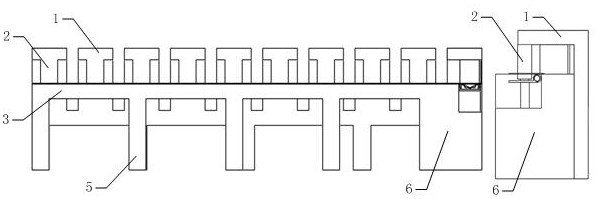
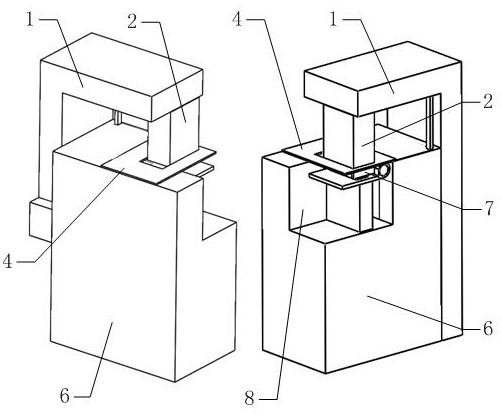
[0043] Such as figure 1 , 2 As shown, it includes an upper mold control module 1, an upper mold 2, a workbench 3, a support 5, and a lower mold 7, wherein the workbench 3 is installed on the upper side of the support 5, and the upper side of the workbench 3 has evenly distributed lower molds 7; The upper mold control module 1 is installed on the rear side of the workbench 3, such as figure 1 , 10 As shown, multiple upper molds are evenly installed on the upper mold control module 1, and the upper mold 2 installed on the upper mold control module 1 and the lower mold 7 on the upper side of the workbench 3 cooperate with each other to form a plurality of different worksta...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com