

Pipe fitting length measuring device
A technology for measuring length and pipe fittings, which is applied in the field of length measuring devices for pipe fittings, and can solve the problems of inaccurate measurement, sliding friction between materials and rollers, and affecting the accuracy of length measurement.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] Embodiments of the invention are described in detail below, examples of which are illustrated in the accompanying drawings. The embodiments described below by referring to the figures are exemplary and are intended to explain the present invention and should not be construed as limiting the present invention.
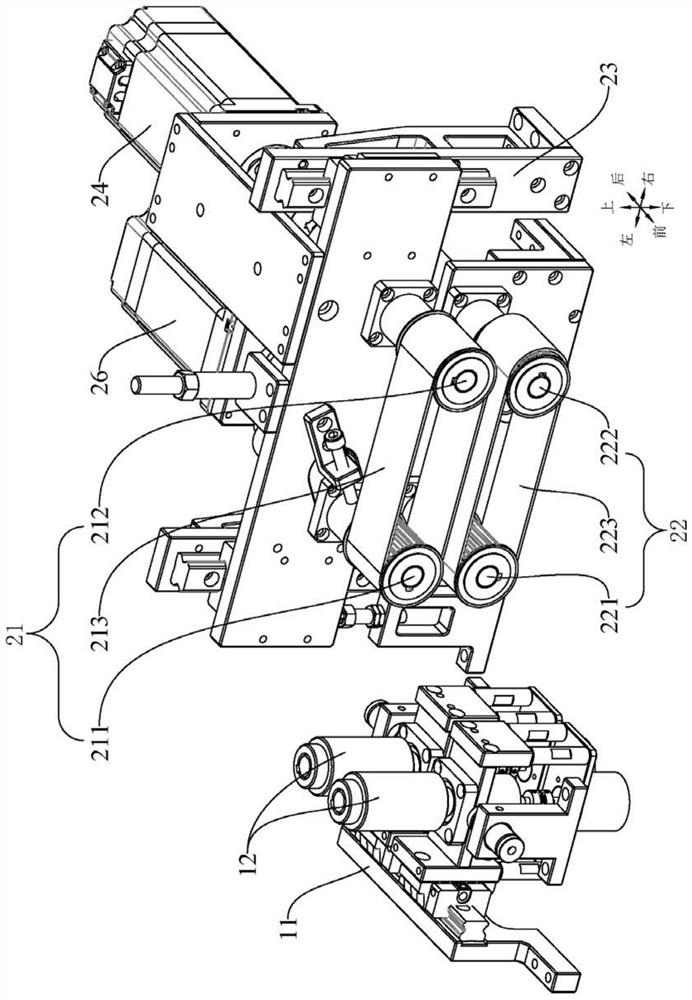
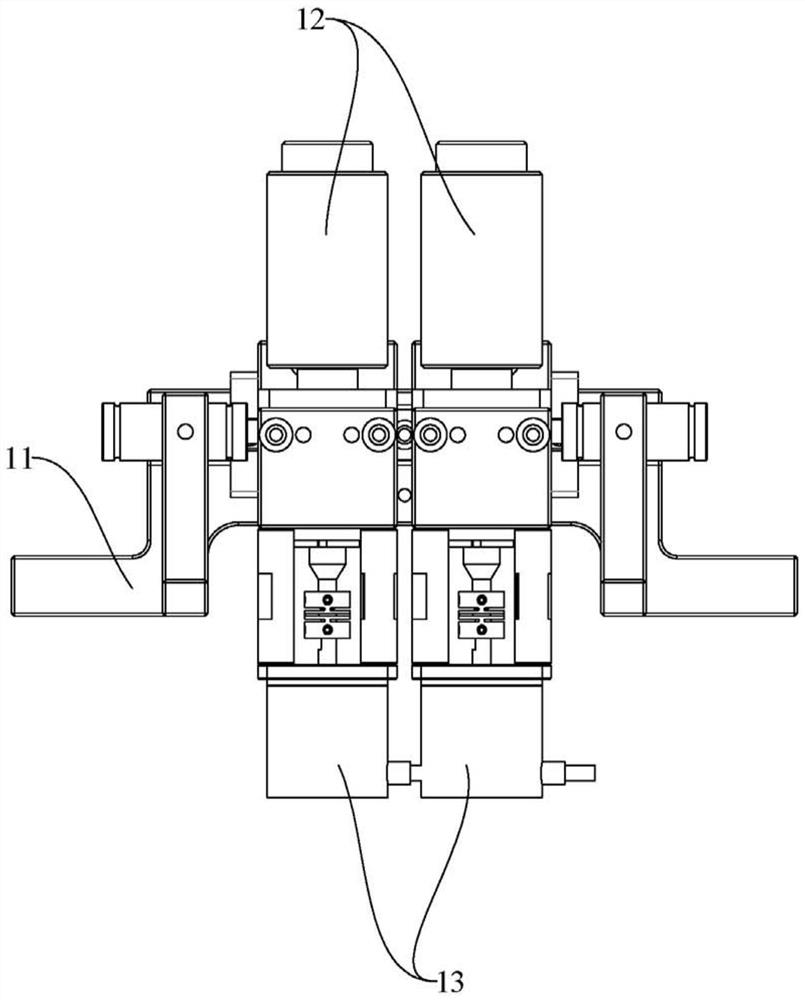
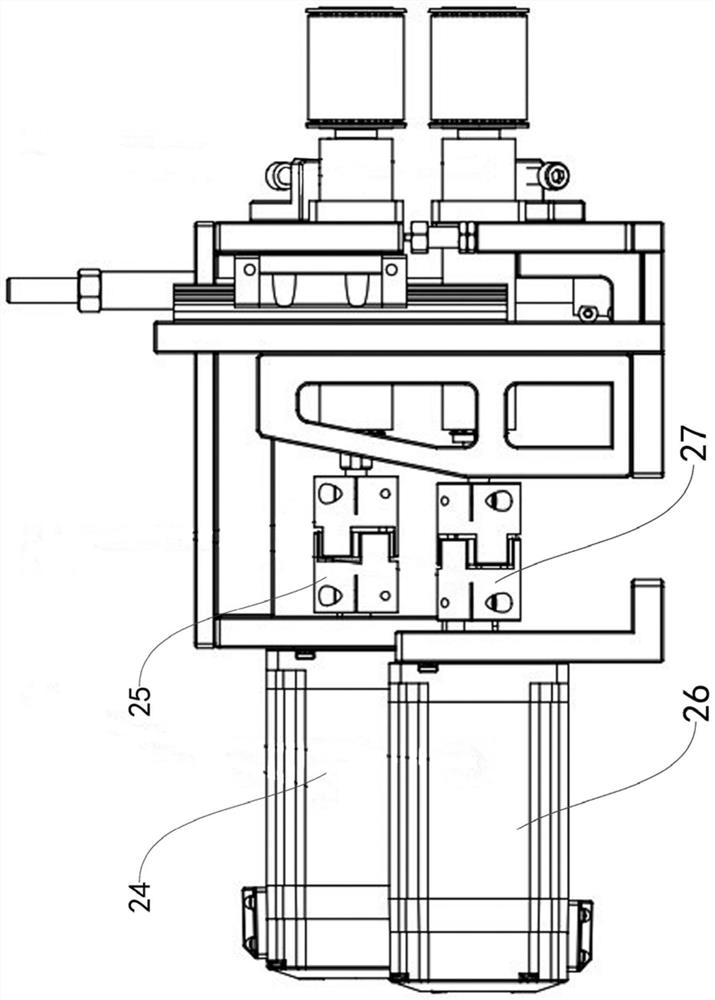
[0026] like figure 1 As shown, the pipe length counting device according to the embodiment of the present invention includes a frame, a length counting assembly 1, a conveying assembly 2 and a controller, the length counting assembly 1 is installed on the frame, and the length counting assembly 1 is used for measuring The displacement signal of the pipe is converted into an electrical signal. The conveying assembly 2 is installed on the frame. The conveying assembly 2 includes an upper roller set 21 and a lower roller set 22. The upper roller set 21 and the lower roller set 22 are arranged at intervals in the up and down direction. The upper roller set 21 and th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More