Forging method of 7-type AerMet100 ultrahigh-strength steel forge piece
A technology for ultra-high-strength steel and forgings, which is applied in the field of forging thermal processing, which can solve the problems of scrapped forgings, difficult operation, and low production efficiency, and achieve the effects of reducing forging times, reducing operation difficulty, and saving production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
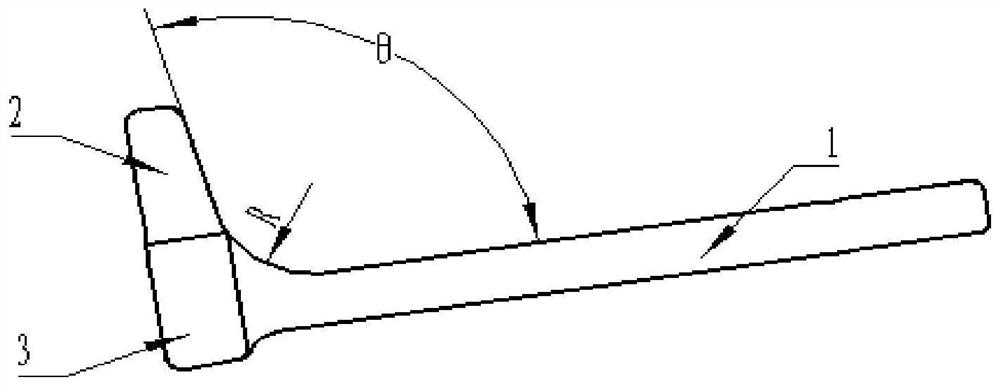
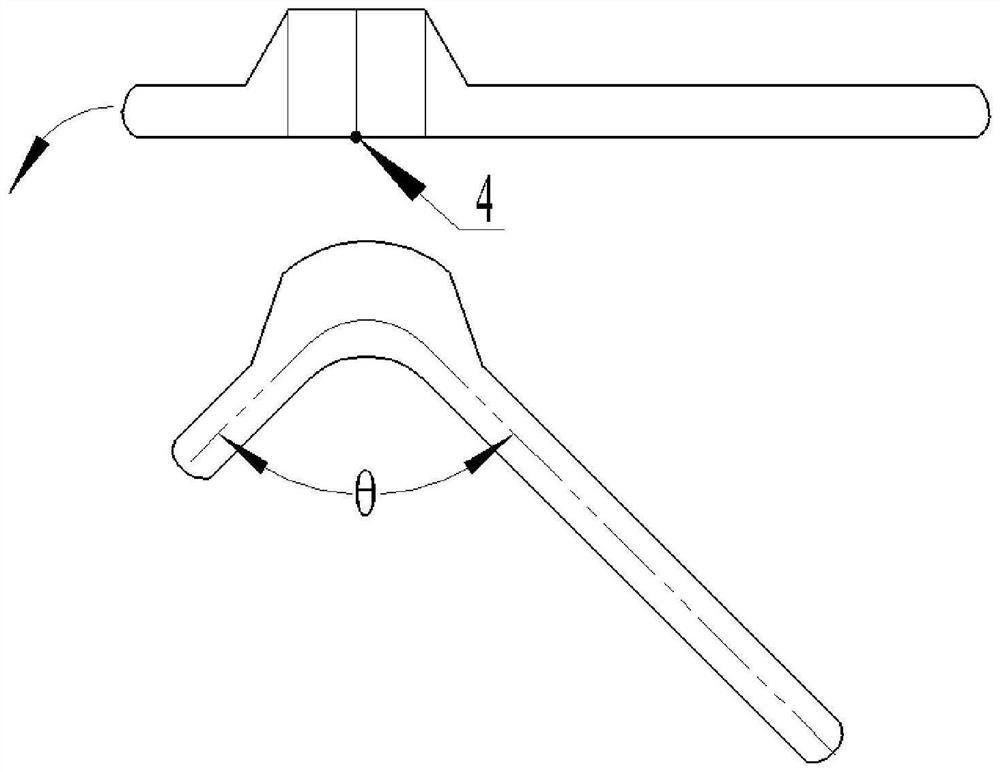
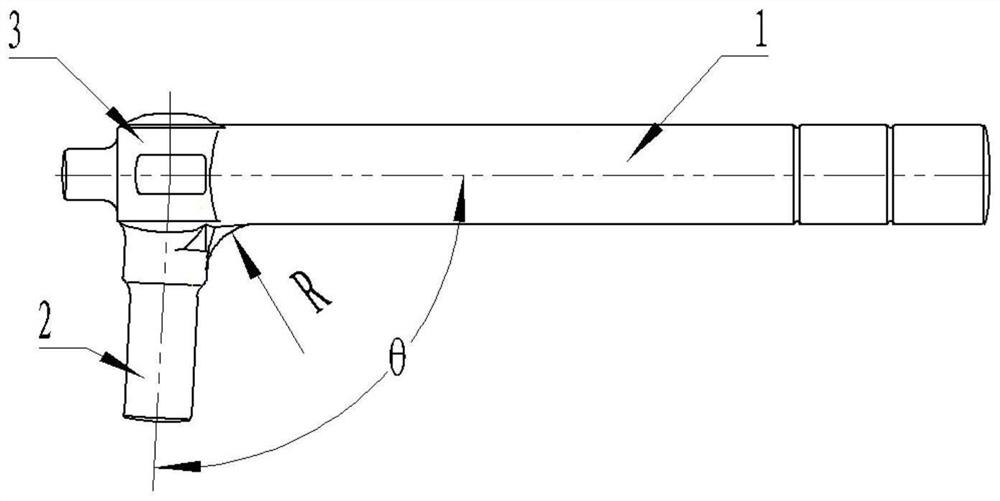
[0026] In order to solve the above problems, a forging method of "7" type AerMet100 ultra-high strength steel forgings is provided, which is billet making + die forging; as Figure 3-5 , the method includes the following steps:
[0027] Step 1: Select the bar as the blank, and conduct a preliminary design on the cross-sectional area of the billet rod. During the design, the cross-sectional area of the blank should be ensured to be 1.1 to 1.25 times the sum of the cross-section of the forging and the burr. Step 2: Machining the distribution groove. The groove should not be too deep, and a smooth transition is required to avoid forging pinch.
[0028] The position of the material distribution groove is to select one end surface of the bar as a reference, and the length L offset to the other end surface of the bar is: the volume V of the long rod of the forging divided by 0.8 to 0.9 times the cross-sectional area S of the bar (L=V / (0.8~0.9)S, where: V is the volume of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More