

Method of producing a fatty acid ester
a technology of fatty acids and ester, which is applied in the direction of fatty acid chemical modification, fatty-oil/fat refining, and chemical production of bulk chemicals, etc., and can solve problems such as affecting the reaction yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
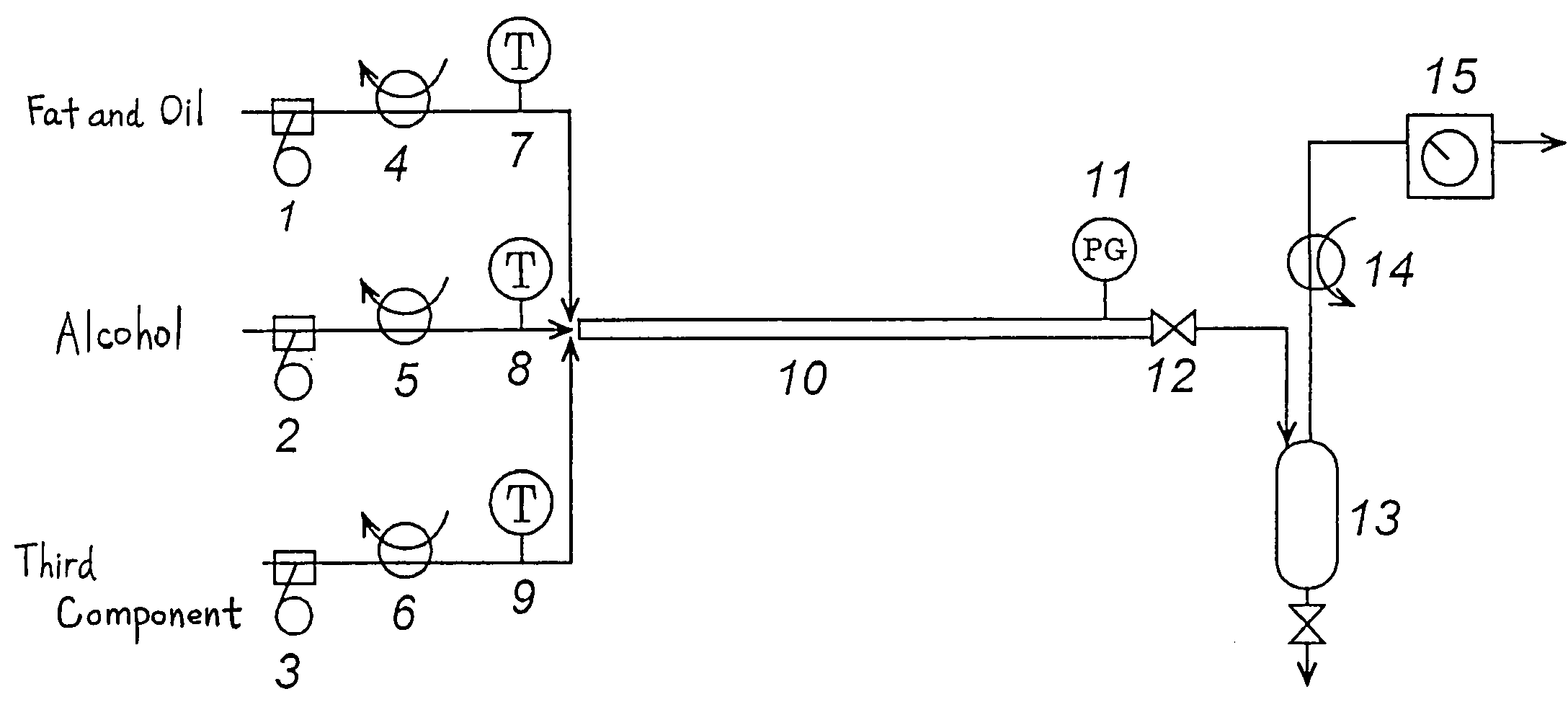
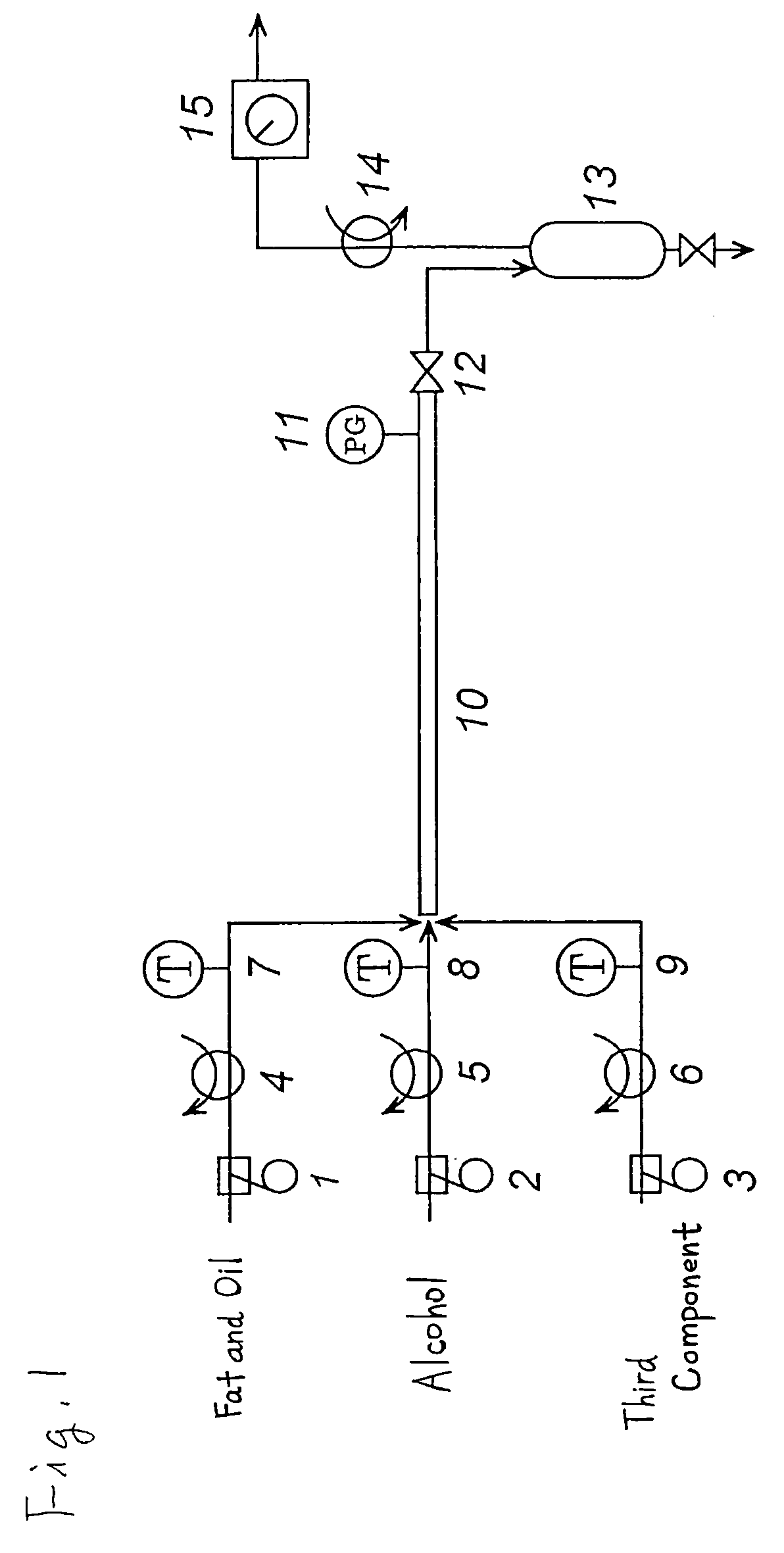
[0055]7.5 g / Hr of refined palm kernel oil, 7.8 g / Hr of methanol and 33.9 g / Hr of carbon dioxide as the third component were fed to a tubular reactor (inside diameter: 0.004 m, length: 4.0 m and internal volume: 50 mL). The reaction temperature was kept at 300° C. (573 K) and the pressure was adjusted to 13 MPa by a valve installed at the exit of the reactor to withdraw the reaction product constantly. The resulting reaction product was transferred to a separating funnel and then washed twice with 80° C. warm water. The oil phase was subjected to dehydration treatment using sodium sulfate anhydride. The oil obtained after the dehydration treatment was made into a trimethylsilylated product, which was then subjected to a gas chromatography analyzer (HP-6890, manufactured by Hewlett Packard, Column DB-WAX) for composition analysis. The reaction condition and the oil composition after the reaction are shown in Table 1.
example 2
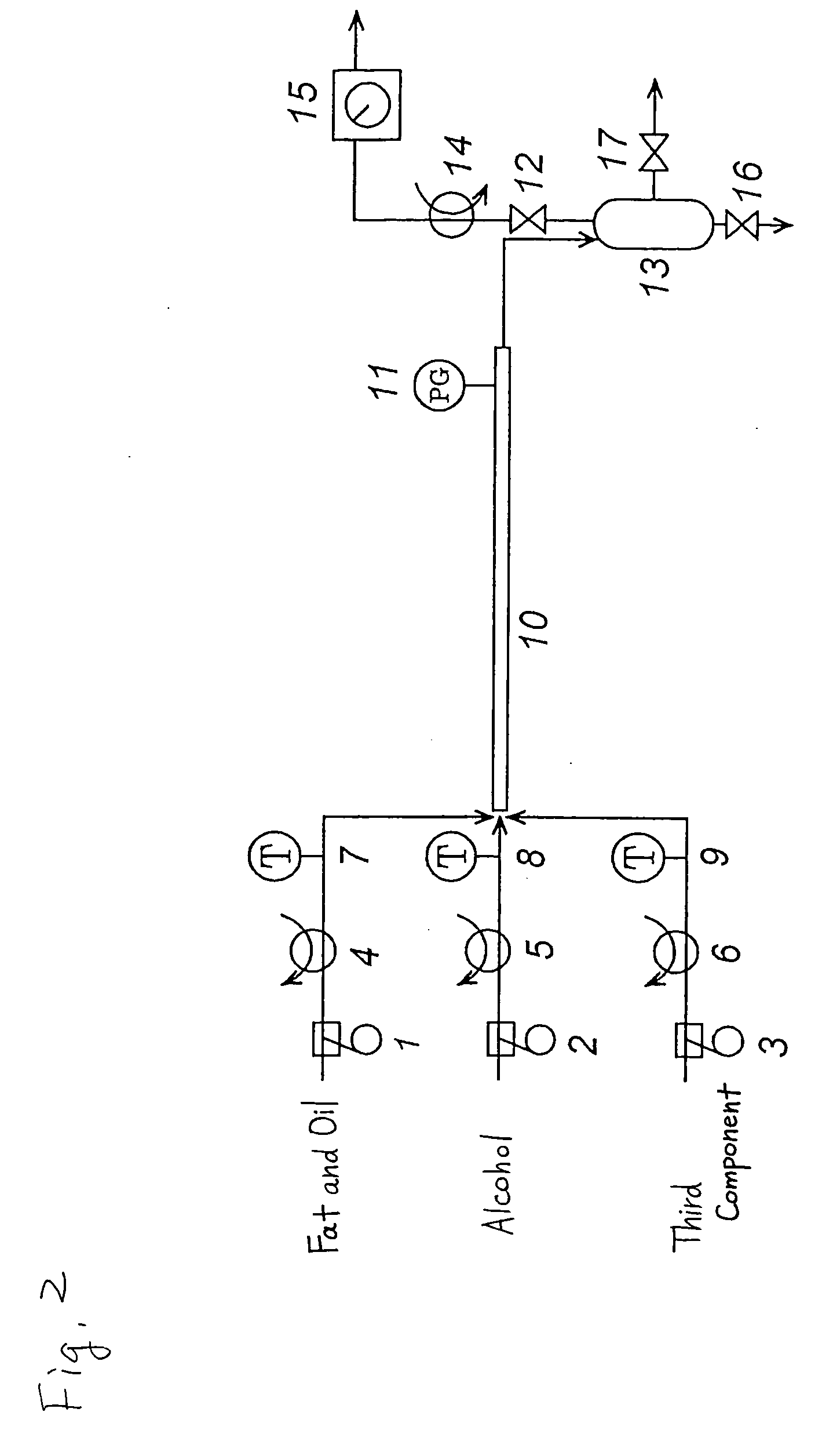
[0060]70 cc of the catalyst 1 prepared in Catalyst Production Example was filled in a fixed-bed type reactor (inside diameter: 0.013 m and length: 0.83 m). 6.5 g / Hr of refined palm kernel oil, 5.5 g / Hr of methanol (manufactured by Kishida Kagaku (K.K.), first class) and 15.5 g / Hr of pentane as the third component were fed to the fixed-bed reactor. The reaction temperature was kept at 200° C. (473 K) and the pressure was adjusted to 5 MPa by a valve installed at the exit of the reactor to withdraw the reaction product constantly. The resulting reaction product was transferred to a separating funnel and then washed twice with 80° C. warm water. The oil phase was subjected to dehydration treatment using sodium sulfate anhydride. The composition of the oil obtained after the dehydration treatment was analyzed in the same manner as in Example 1. The reaction condition and the oil composition after the reaction are shown in Table 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| mole ratio | aaaaa | aaaaa |
| mole ratio | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More