Process and equipment for welding sealing thin-wall metal tube using laser technique
A welding sealing and laser technology technology, applied in laser welding equipment, metal processing equipment, welding equipment and other directions, can solve the problems of unreachable impact resistance, unsatisfactory welding quality and yield, and reducing the mechanical strength of metal pipes.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] In this example, a titanium tube with a diameter of 0.8 mm and a wall thickness of 0.05 mm and a laser spot with a diameter of 0.8 mm are taken as an example. The specific welding and sealing process is as follows:
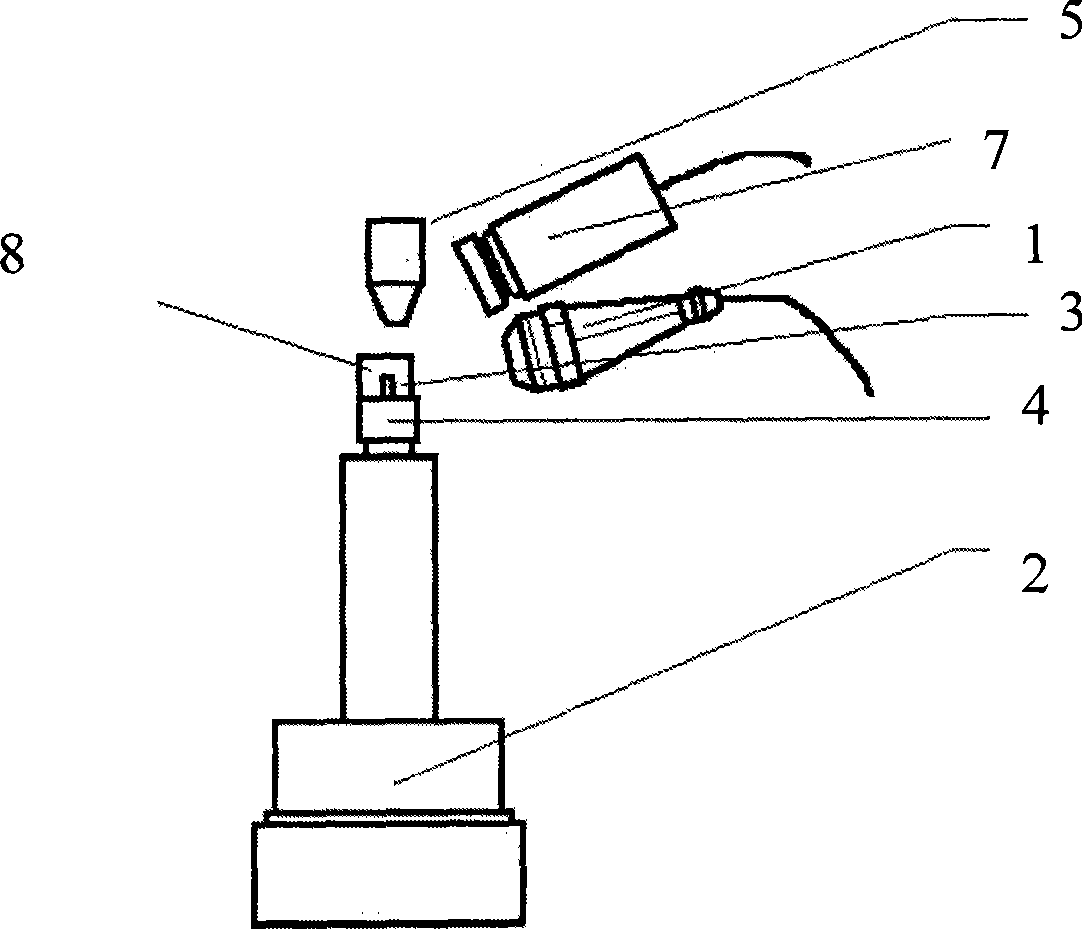
[0050] 1. Place the titanium tube 3 to be welded and sealed on the fixture 4 of the electric workbench 2;
[0051] 2. Adjust the light output energy of the laser welding machine to 2±0.1J, and the light output frequency to 6 times per second, so that it can just make the titanium tube in a molten state under the protection of an argon atmosphere, and quickly solidify on the backlight surface;
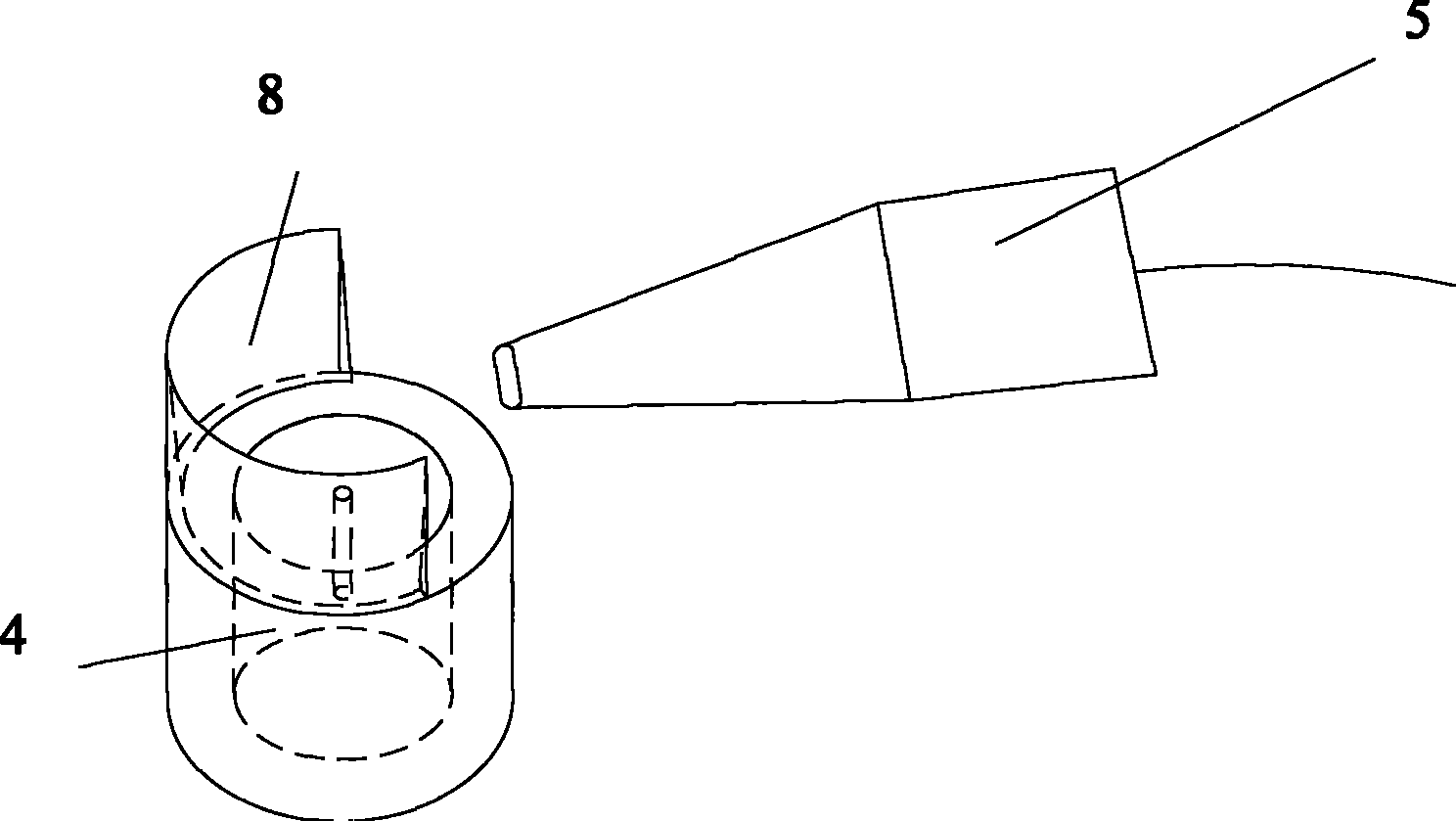
[0052] 3. Adjust the flow rate of argon to 0.2M 3 / h (cubic meter per hour), the gas pressure is adjusted to 200Kpa (kpa) by the pressure regulating valve, and the protective gas nozzle 5 is adjusted to control the flow direction, so that the molten titanium tube 3 during the whole welding process will not be oxidized or nitriding;
[0053] 4. Translate the electri...
Embodiment 2
[0062] In this example, a titanium tube with a diameter of 1.2 mm, a wall thickness of 0.05 mm and a laser spot diameter of 0.8 mm is taken as an example. The specific welding and sealing process is as follows:
[0063] 1. Adjust the light output energy of the laser welding machine to 2.2±0.1J, and the light output frequency to 8 times per second, so that it can just make the titanium tube in a molten state under the protection of an argon atmosphere, and quickly solidify on the backlight surface;
[0064] 2. Place the titanium tube 3 to be welded and sealed on the fixture 4 of the electric workbench 2;
[0065] 3. Adjust the flow rate of argon to 0.3M 3 / h, the pressure is 200Kpa, and the protective gas nozzle 5 is adjusted to control the flow direction, so that the molten titanium tube 3 will not be oxidized or nitrided during the entire welding process;
[0066] 4. Translate the electric workbench 2 so that the top welding spot of the titanium tube 3 is just at the focal p...
Embodiment 3
[0075] In this example, a titanium tube with a diameter of 1.2 mm and a wall thickness of 0.08 mm and a laser spot with a diameter of 0.8 mm are taken as an example. The specific welding and sealing process is as follows:
[0076] 1. Adjust the flow rate of argon to 0.1M 3 / h, the pressure is 200KPa, and the protective gas nozzle 5 is adjusted to control the flow direction, so that the molten titanium tube 3 will not be oxidized or nitrided during the whole welding process;
[0077] 2. Adjust the light output energy of the laser welding machine to 2.5±0.1J, and the light output frequency to 8 times per second, so that it can just make the titanium tube in a molten state under the protection of an argon atmosphere, and quickly solidify on the backlight surface;
[0078] 3. Place the titanium tube 3 to be welded and sealed on the fixture 4 of the electric workbench 2;
[0079] 4. Translate the electric workbench 2 so that the top welding spot of the titanium tube 3 is just at t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More