

Secondary sand-shooting molding technique for casting sand core
A molding process and secondary sand-shooting technology, applied in the direction of casting molding equipment, molds, mold components, etc., can solve the problems of inaccurate scale, unavoidable seams, burrs, flashes, and affecting the quality of castings, etc., to achieve Guaranteed quality effect
Image

Examples
Embodiment Construction
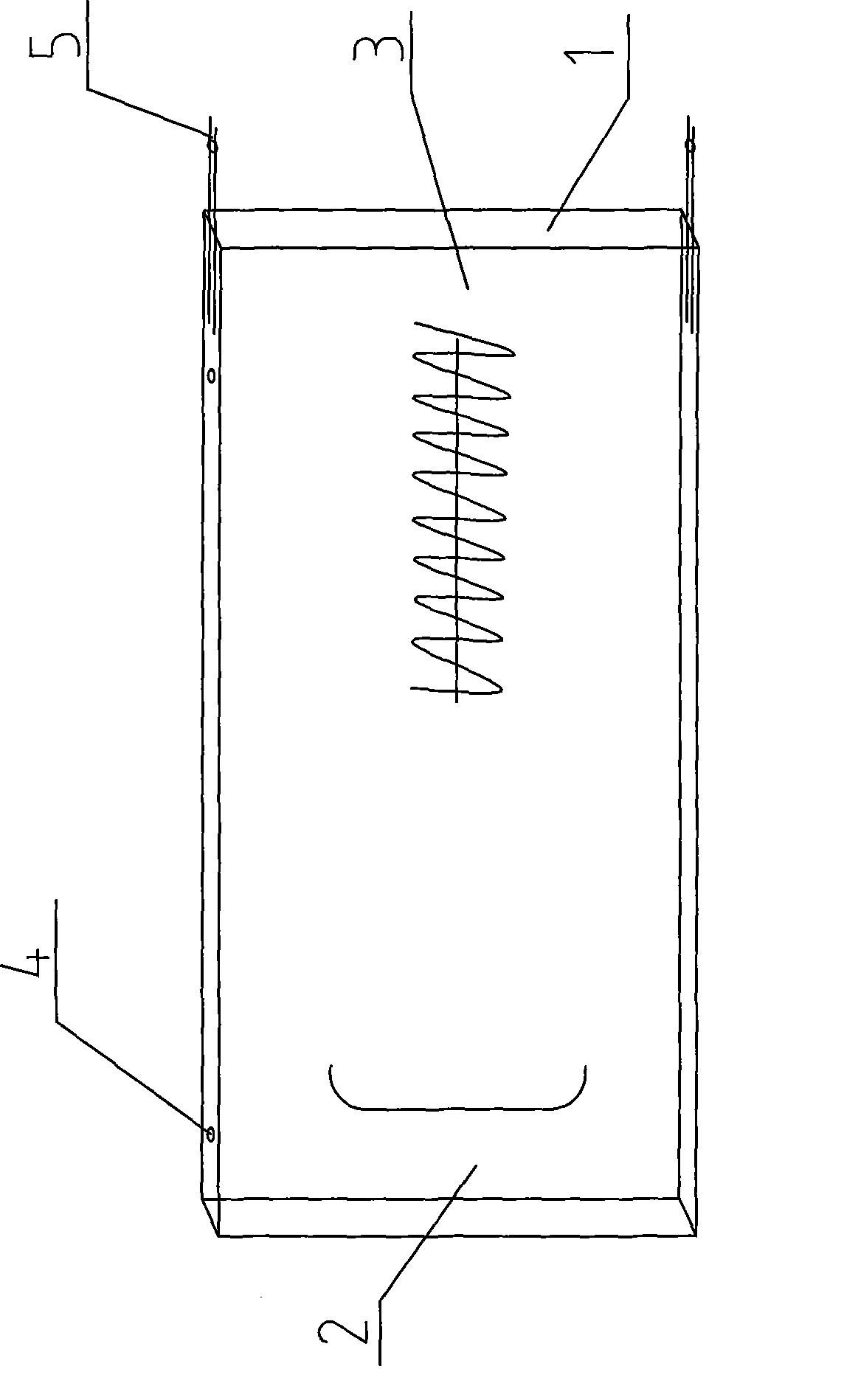
[0010] A secondary sand-shot molding process for casting clay cores, the steps are as follows: First, as shown in the figure, a small clay core cavity 2 with a parting surface different from that of the overall core is provided in the mold 1 And an integral clay core cavity 3, and a sand inlet 4 is provided on each cavity; and an electric heating device 5 is provided on the mold 1.
[0011] Then, apply a release agent in the small cavity 2 in the mold 1, then close the mold, and then pass the air
[0012] The pressure device shoots sand at an air pressure of 0.5Mpa, and then the sand is shot at a temperature above 200 degrees Celsius.
[0013] Keep it at temperature for 2-3 minutes to make small clay cores.
[0014] Open the mold, take out the small clay core, place it in the position corresponding to the cavity 3 of the overall clay core, and then
[0015] After the mold is closed, according to the above process, sand is injected into the cavity 3 of the integral clay core,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
- IPC
- B22C9/10
- Inventors
- 丁先华