

Forging process for nuclear power rotor and other large shaft parts
A technology of shaft parts and rotors, which is applied in the field of shaft parts, can solve the problems of hydraulic press space limitation, large forging size, and no heating effect, etc., and achieve the effect of solving equipment overload, uniform margin, and strengthening heating effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] Taking the production of 1100MW nuclear power rotor as an example, the forging process of the present invention will be described in detail in conjunction with the accompanying drawings.
[0036] step 1)
[0037] Firstly, the steel ingot ingot with a weight of 550t is wrapped around the steel ingot body with a single traveling plate chain, so as to press out the jaws from the riser of the steel ingot;
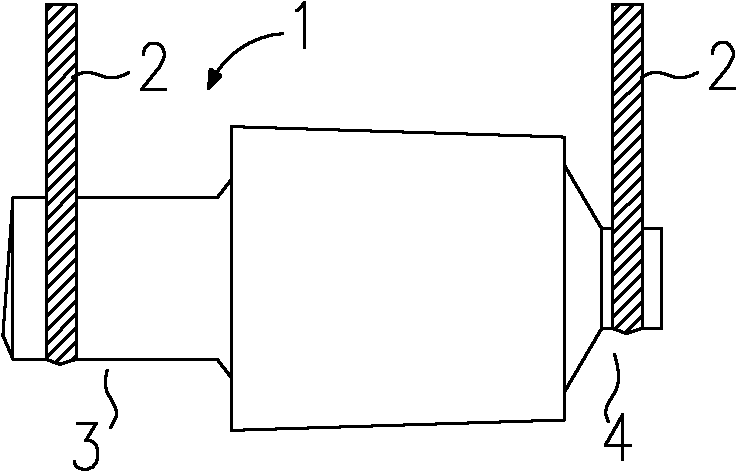
[0038] Then, if figure 1 As shown in the figure, two traveling cranes respectively pass the respective plate chains 2 to enclose the ingot tail 4 and the jaw 3 pressed out from the riser, and use the WHF method to pull out the steel ingot 1 into a flat square 5;
[0039] Finally, a new jaw is extruded at the ingot body near the ingot tail 4, and the old jaw 3 is cut off.
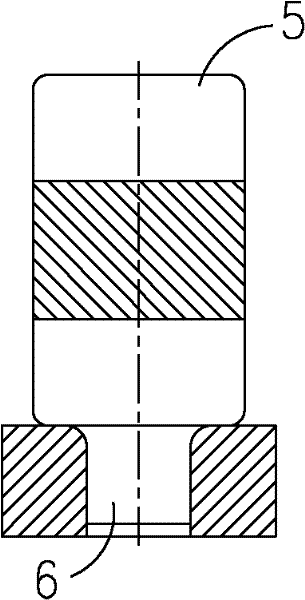
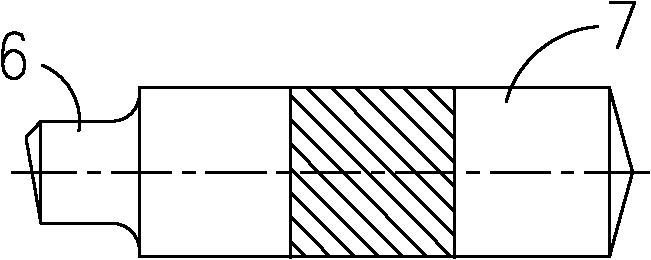
[0040] Such as Figure 2 ~ Figure 4 As shown, when implementing steps 2) to 4), new jaws 6 are used.
[0041] Step 2)
[0042] Such as figure 2 As shown, the vertical upsetting is carried out t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More