

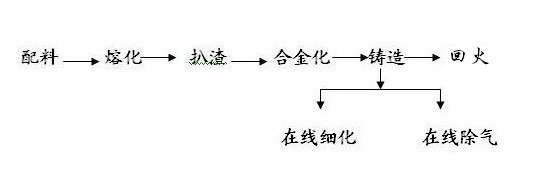
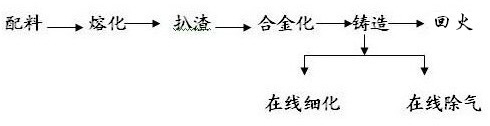
Hot-top casting process of 7075 aluminium alloy round rod with diameter of phi582 mm
A 582mm, hot top casting technology, applied in the field of aluminum alloy melting and casting, can solve the problems of large-diameter aluminum alloy round cast rods with thick coarse-grained layers, unguaranteed internal quality, and high investment in human and material resources, so as to improve the one-time yield and avoid The effect of bottom laying process, improving quality and yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Embodiment 1, a hot-top casting process of a 7075 aluminum alloy round bar of Φ582 mm, comprising the following steps:
[0022] a. Ingredients: ingredients according to the following weight percentages: Fe: 0.50, Cu: 1.4, Mn: 0.30, Mg: 2.3, Cr: 0.25, Zn: 5.4, Ti: 0.1 and the rest are aluminum ingots;
[0023] b. Melting: During the melting process, the melting temperature is strictly controlled at 735°C;
[0024] c, slag removal;
[0025] d. Alloying;
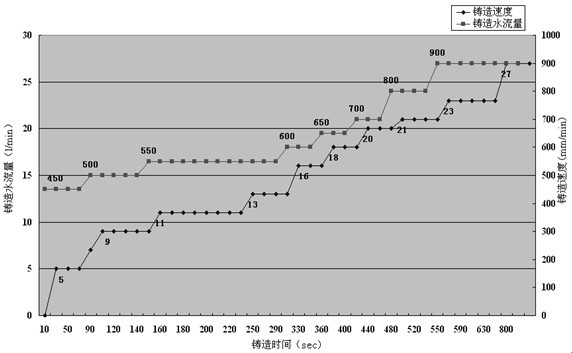
[0026] e. Casting: During the casting process, the casting speed and the cooling water flow rate change with the casting time, specifically: the casting speed is 5mm / min, and the cooling water flow rate is 450L / min at the 0th-60th second; the 90th-60th second 140 seconds, the casting speed is 9mm / min, the cooling water flow rate is 500L / min; the 160th-220th second, the casting speed is 11mm / min, the cooling water flow rate is 550L / min; the 230th-290th second, the casting speed is 13mm / min min, the cooling water flow r...
Embodiment 2
[0029] Embodiment 2, a hot-top casting process of a Φ582mm 7075 aluminum alloy round bar, comprising the following steps:
[0030] a. Ingredients: ingredients according to the following weight percentages: Si: 0.40, Cu: 1.6, Mg: 2.8, Cr: 0.19, Zn: 6.0, Zr+Ti: 0.25, and the rest are aluminum ingots;
[0031] b. Melting: During the melting process, the melting temperature is strictly controlled at 755°C;
[0032] c, slag removal;
[0033] d. Alloying;
[0034] e. Casting: During the casting process, the casting speed and the cooling water flow rate change with the casting time, specifically: the casting speed is 5mm / min, and the cooling water flow rate is 450L / min at the 0th-60th second; the 90th-60th second 140 seconds, the casting speed is 9mm / min, the cooling water flow rate is 500L / min; the 160th-220th second, the casting speed is 11mm / min, the cooling water flow rate is 550L / min; the 230th-290th second, the casting speed is 13mm / min min, the cooling water flow rate is 55...
Embodiment 3
[0037]A hot-top casting process for a 7075 aluminum alloy round bar of Φ582mm, characterized in that it comprises the following steps:
[0038] a. Ingredients: ingredients according to the following weight percentage: Si: 0.11 Fe: 0.18 Cu: 1.6 Mn: 0.16 Mg: 2.56 Cr: 0.21 Zn: 5.63 Ti: 0.037, and the rest are aluminum ingots;
[0039] b. Melting: During the melting process, the melting temperature is strictly controlled at 745°C;
[0040] c, slag removal;
[0041] d. Alloying;
[0042] e. Casting: During the casting process, the casting speed and the cooling water flow rate change with the casting time, specifically: the casting speed is 5mm / min, and the cooling water flow rate is 450L / min at the 0th-60th second; the 90th-60th second 140 seconds, the casting speed is 9mm / min, the cooling water flow rate is 500L / min; the 160th-220th second, the casting speed is 11mm / min, the cooling water flow rate is 550L / min; the 230th-290th second, the casting speed is 13mm / min min, the cool...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More