Tapered sheet metal component drawing method
A conical and sheet metal technology, applied in the field of material processing engineering plastic forming, can solve problems such as unqualified parts, double transfer marks, and bulging of the profile, so as to avoid slippage at the transfer point, and the operation method is simple and reliable , the effect of high profile precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
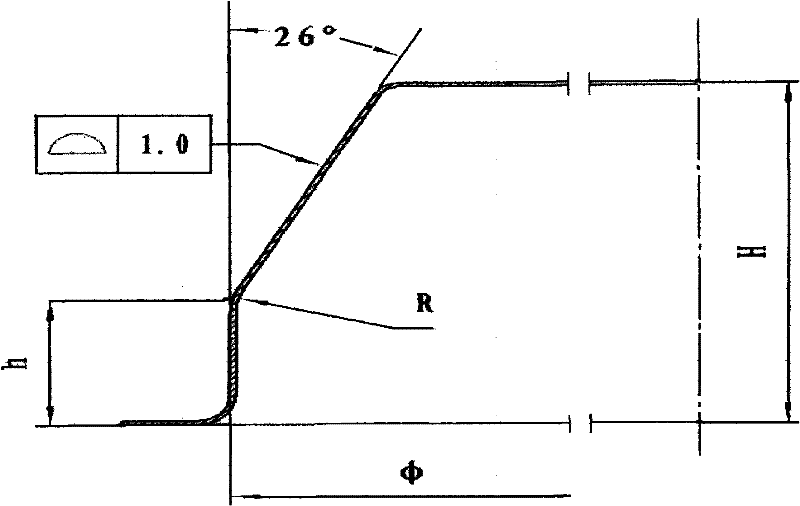
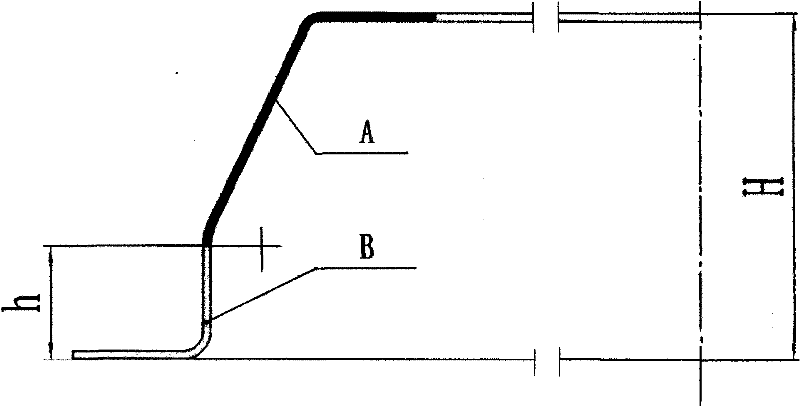
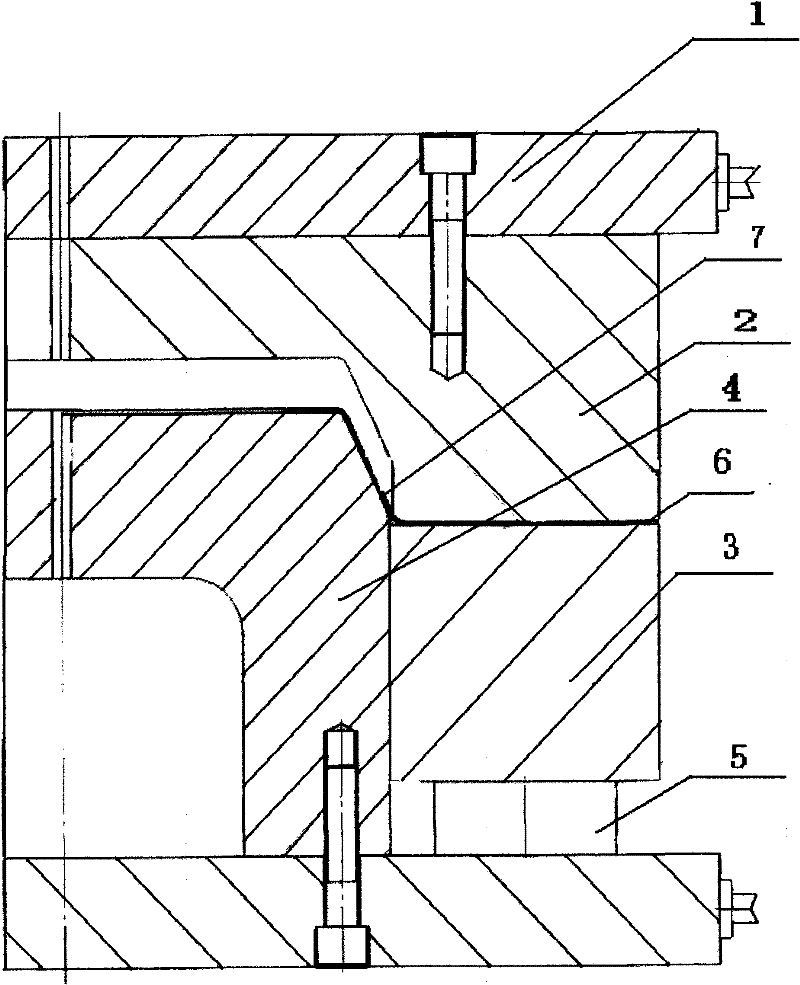
[0017] The material of the part to be formed is GH3044, and the thickness of the material is 1.0mm. The structure and parameter requirements of the part are as follows figure 1 As shown, a drawing die with a blank holder device is made by conventional means according to the size standard of the part for deep drawing. The whole drawing process is divided into two steps: first, "conical" deep drawing, and the part at A For the flanging forming part, the material is fed from the inner hole; then, the "straight wall" is drawn, and the drawn forming part at B in the part is fed from the outer edge; where the overall drawing height of the part is H, The drawing height at B is h (see figure 2 ), the specific deep drawing process, such as image 3 As shown: First, a concentric circle of wool is developed according to the principle of equal area, and the unfolded wool is placed on the blank holder 3 of the drawing die, and then the movable limit block 5 is placed on the bottom of the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More