

Method for controlling width of plate blank by using stokehold width gauge
A technology of width control and furnace application, which is applied in the direction of rolling mill control devices, metal rolling, manufacturing tools, etc., can solve problems such as defects, strip narrowing quality, etc., to improve production efficiency, reduce cost losses, and reduce strip width problem effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
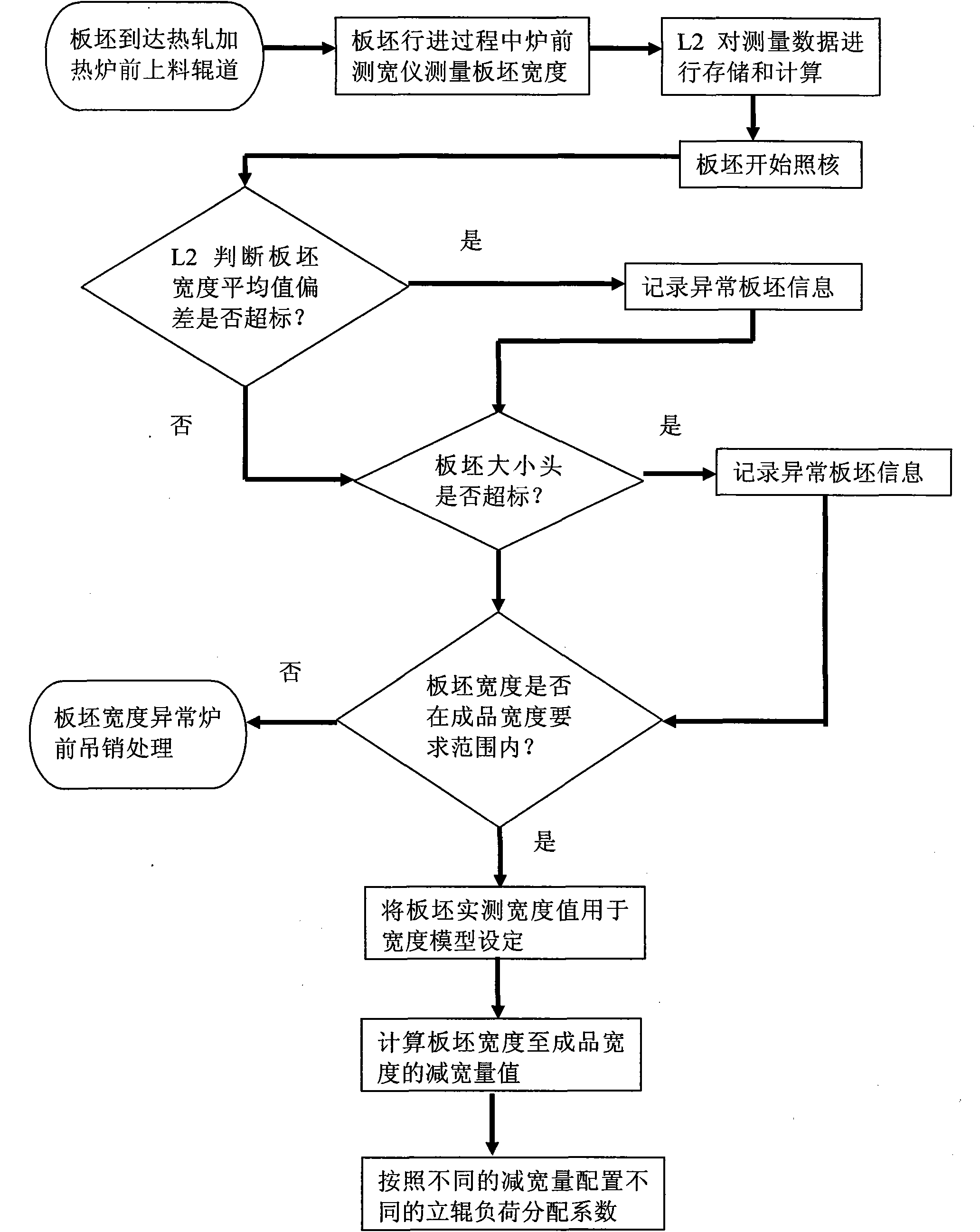
Method used
Image

Examples
Embodiment example 1
[0031] Production of width-adjustable slabs (T-shaped blanks): Taking a given slab width of 1250mm as an example, the target width of T-shaped blanks is 1250mm, the width of the large end is 1260mm, and the width of the small end is 1230mm. The actual width of the slab is calculated according to the current general method: The width value of (big head width + small head width) / 2 is 1245mm. According to the measurement results, the size and head deviation of this slab is calculated to be 30mm, and the deviation between the actual average value of the slab width and the target value is -5mm. Both the size and the overall deviation meet the current continuous casting slab width tolerance requirements and belong to the normal slab category. This slab can be arranged to roll the finished product width range of 1200 ~ 1250mm under the permitted production conditions.
[0032] The following take the finished product specifications of rolling 1250mm and 1200mm as examples:
[0033] 1. ...
Embodiment example 2
[0036] Production of ultra-wide slabs: Take the given slab width of 1250mm as an example, the measured slab width is 1280mm as an example, the ultra-wide slab target width is 1250mm, the measured slab width is 1280mm, and the slab width deviation is 30mm, Slabs that exceed the width tolerance requirements of continuous casting slabs (-10 ~ +15mm) are unqualified slabs. If the production cannot be carried out according to the previous principles, it must be returned to the furnace. According to the judging principle of the present invention, even if the actual value of the slab width does not meet the tolerance requirements, the next step of judgment can still be carried out to see if the slab width can meet the requirements for the rolled product strip width. If it is not satisfied, it will be revoked, and if it is satisfied, normal rolling can be carried out. Since the target width of this slab is 1250mm, under the current technology, the width range of the finished product ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More