

Non-contact type online roll profile curve measuring device and method
A roll-shaped curve, non-contact technology, applied in the direction of measuring devices, mechanical measuring devices, mechanical devices, etc., can solve the problems of synchronous vibration, sensors can not be done, can not find the installation point of the measuring platform, etc., to achieve compensation displacement and the effect of corner error
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
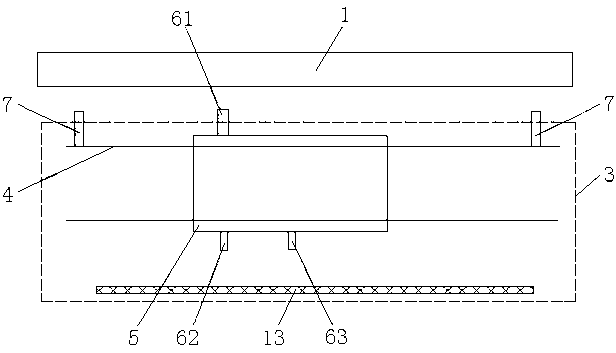
[0028] Such as figure 2 As shown, a non-contact online roll profile measurement device includes a reference surface 13, a measuring platform 3, a slide rail 4, a slider 5, a first slider probe 61, a second slider probe 62, a third slider Block probe 63 and slide rail probe 7, the reference plane 13 and slide rail 4 are arranged on the measurement platform 3, the slide block 5 is arranged on the slide rail 4, and there are 2 slide rail probes 7, which are respectively arranged near the roll 1 side of the slide rail 4 ends, the first slider probe 61 is set on the side of the slider 5 close to the roll 1, and the second slider probe 62 and the third slider probe 63 are set on the side of the slider 5 far away from the roll 1. Both ends of one side of the roll 1; the axis of the slide rail 4 is parallel to the reference plane 13, the reference plane 13 is parallel to the axis of the roll 1, the reference plane 13 is perpendicular to the measuring platform 3, and the axis of the s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More