AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology of spinning forming and corrugated furnace, which is used in forming tools, manufacturing tools, metal processing equipment, etc., can solve the problems of large cylinder stress, large equipment investment, and oxidation of the surface of the cylinder, and achieve the effect of improving quality.
Inactive Publication Date: 2015-07-01
FOSHAN SHUNDE DISTRICT FANGQUAN MACHINERY MNAUFACTURING CO LTD
View PDF4 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0005]① The required press equipment is huge and the mold tooling is complicated;
[0006]② The labor intensity of workers is high and the production efficiency is low;
[0009]① The investment in equipment is large, the waveform is different, and the corresponding three-star roller is required, which will cost more;
[0010]② The barrel is repeatedly rolled and rolled, which makes it difficult to guarantee the quality of the welded part of the barrel. After forming, the stress of the barrel is large, and it must be annealed as a whole;
[0011]③ This kind of three-star roll rolling, currently it is not possible to roll a cylinder with a thickness of δ=20mm
[0014]② Conversion from coal to gas combustion requires high quality coal, and the conversion from coal to gas consumes a lot
Heating spinning fume pollutes the surrounding environment greatly, and the operating environment of workers is poor;
[0015]③ The gas is heated and injected to the surface of the cylinder for combustion, which will easily cause oxidation and shelling on the surface of the cylinder, and in severe cases, carburization will occur on the cylinder
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0053] Example 1: The diameter of the corrugated furnace tube section is φ726*8*2200mm
[0054] ① Given power 120KW, intermediate frequency frequency f=2500Hz, heating time: 8*1.5min / mm=12min, heating temperature: 750℃, start spinning;
[0055] ② Push the top pressure wheel to rotate one circle according to the workpiece, and push it in 2mm until the wave depth reaches the drawing requirements, then exit the top pressure wheel;
[0056] ③ After the spinning part of the cylinder section (namely the first wave node) continues to keep warm for 8 minutes, move laterally to the second wave node, and process the next wave in the same way as steps ① and ②.
Embodiment 2
[0057] Example 2: The diameter of the corrugated furnace tube section is φ1428*14*2200mm
[0058] ① Given power 160KW, intermediate frequency frequency f=2000Hz, heating time: 14*1.5min / mm=21min, heating temperature: 800℃, start spinning;
[0059] ② Press the pressing wheel to push forward and rotate one circle according to the workpiece, jacking 1.5mm until the wave depth reaches the requirements of the drawing, and exit the pressing wheel;
[0060] ③ After the spinning part of the cylinder section (namely the first wave node) continues to keep warm for 14 minutes, move laterally to the second wave node, and process the next wave in the same way as steps ① and ②.
Embodiment 3
[0061] Example 3: The diameter of the corrugated furnace tube section is φ1836*18*2200mm
[0062] ① Given power 220KW, intermediate frequency frequency f=1000Hz, heating time: 18*1.5min / mm=27min, heating temperature: 850℃, start spinning;
[0063] ② Press the pressing wheel to push in and rotate one circle according to the workpiece, and push in 1mm until the wave depth meets the requirements of the drawing, then exit the pressing wheel;
[0064] ③ After the spinning part of the cylinder section (namely the first wave node) continues to keep warm for 18 minutes, move laterally to the second wave node, and process the next wave in the same way as steps ① and ②.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
diameter
aaaaa
aaaaa
Login to View More
Abstract
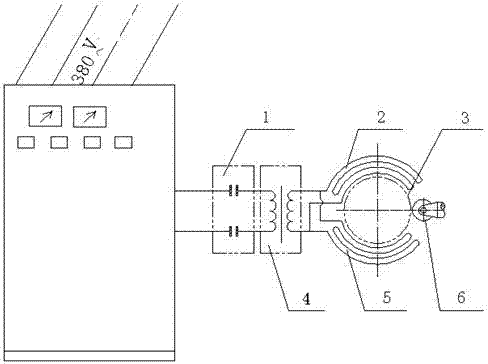
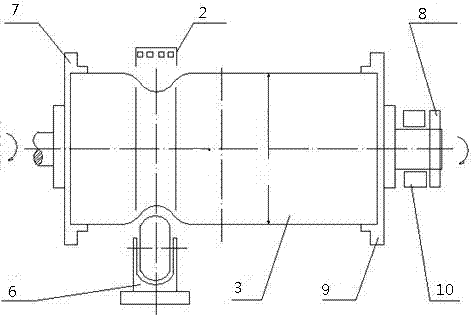
The invention relates to a waveform furnace pipe spinning forming process. The waveform furnace pipe spinning forming process comprises the steps of (1) adjusting the rotating speed of a cylinder body to be 3.5-5pm and enabling a furnace pipe to be partially and evenly heated by the temperature of 750-850 DEG C at the heating wave band position, (2) moving a jacking pressing wheel to the heating wave band position to enable the jacking pressing wheel to be in contact with the surface of a cylinder joint to enable the jacking pressing wheel to be slowly fed, enabling the feeding quantity to be 1-2mm each time, continuously conducting feeding after the cylinder body rotates for one revolution, spinning while conducting heating until the waveform achieves the preset depth shape, meanwhile, tightening an adjusting screw nut on a furnace pipe tailstock clamp pressing disc shaft while spinning, enabling a furnace pipe heater to be a medium-frequency induction heater, enabling the using power of a medium-frequency power source to be 1000Hz-2500Hz, and enabling the heating time based on the wall thickness to be 1.5*min / mm. According to the waveform furnace pipe spinning forming process, when spinning is carried out, spinning crowded injury marks on the surface cannot be easily caused by the high temperature, and influences on the reduction quantity, the waveform height and the waveform pitch of the wall thickness are fewer.
Description
technical field [0001] The invention relates to a forming and processing method of a furnace, in particular to a forming and processing method of a corrugated furnace. Background technique [0002] In oil-fired boiler products, the corrugated furnace is the main pressure-bearing part of the oil-fired boiler, but manufacturing the corrugated furnace is the biggest problem in the production of oil-fired boilers. Controlling the molding quality of the corrugated furnace and meeting JB / T1619-2002 "Technical Conditions for Shell Boiler Body Manufacturing" is an important link to ensure the quality and safety of oil-fired boilers. [0003] At present, domestic boiler manufacturers adopt the following manufacturing processes for corrugated furnaces according to the equipment and technical level of each factory: [0004] 1. Cold forming process on the press, the disadvantages of this forming process: [0005] ① The required press equipment is huge, and the mold tooling is complica...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.
Login to View More
Patent Type & AuthorityPatents(China)
IPC IPC(8): B21D22/14B21D37/16
Inventor徐超群彭树平林伟文
OwnerFOSHAN SHUNDE DISTRICT FANGQUAN MACHINERY MNAUFACTURING CO LTD



 Login to View More
Login to View More