

Pressure cooling process for thermally-formed steel plate sectionally-strengthen-type parts and press hydraulic ejector rod device
A segmented strengthening and hydraulic ejector technology, applied in the field of high-strength steel stamping, can solve problems such as complex structures, achieve uniform processing technology, improve product strength or elongation, and simple structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
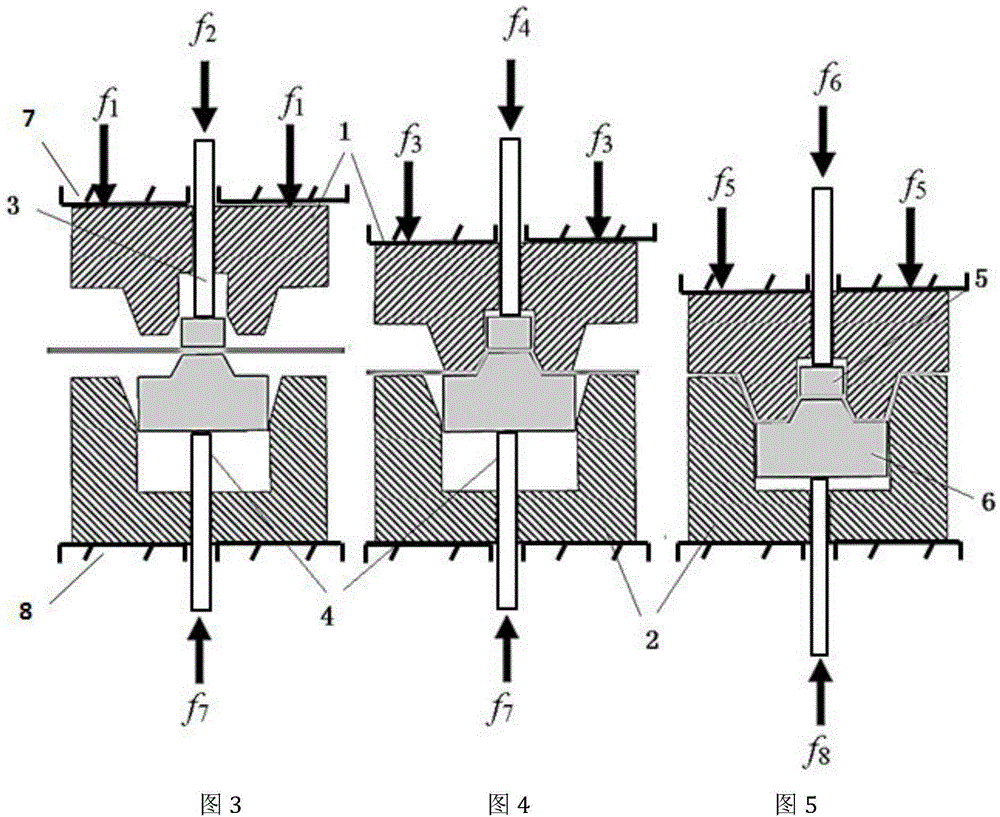
[0062] Such as Figure 3-Figure 5 As shown, the workpiece is 1.8mm thick, 150mm wide, and 1000mm long. The workpiece product requirement is f6 and the corresponding product area is HS400 soft area, and the rest are hard area HS1150. The concrete preparation process schematic diagram of this method, wherein:
[0063] figure 1 In its original state, according to figure 1 It can be seen that the device for realizing this method includes: an upper die 1, a lower die 2, a hydraulic ejector pin 3 for the upper slider of the press, a hydraulic ejector pin 4 for the lower workbench of the press, an upper die pressing core 5, a lower die pressing core 6, a press Upper slide block 7, working table 8 under the press.
[0064] The upper mold 1 covers the range of HS1150 in the hard area of the product, and the material is high-quality mold steel SKD61;
[0065] The upper mold pressing material core 5 covers the product soft zone HS400 range, and the material is high-quality mold st...
Embodiment 2
[0078] Such as Figure 3-Figure 5 As shown, the workpiece is 1.8mm thick, 150mm wide, and 1000mm long. The product requirement of the workpiece is that the product area corresponding to f6 is HS400 soft area, f8 is soft area HS700 except for f6 area, and the rest areas of the product are hard area HS1150.
[0079] This method realizes the device such as figure 1 shown, where:
[0080] The upper mold 1 covers all areas of the product soft area HS700 and hard area HS1150, and the material is high-quality die steel SKD61;
[0081] The upper mold pressing material core 3 covers all areas of the soft area HS700 of the product, and the material is high-quality mold steel SKD61;
[0082] The lower mold pressing material core 6 covers all areas of product soft zone HS400 and soft zone HS700, and the material is high-quality mold steel SKD61;
[0083] The lower mold 2 covers all areas of the hard area HS1150 of the product, and the material is high-quality mold steel SKD61;
[008...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| plasticity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More