

Pressure cooling process of hot-formed steel plate section strengthened parts and press hydraulic ejector device
A hydraulic ejector and segmented strengthening technology, applied in the field of high-strength steel stamping, can solve problems such as complex structure, achieve the effect of unified processing technology, protect human safety, and improve product strength or elongation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
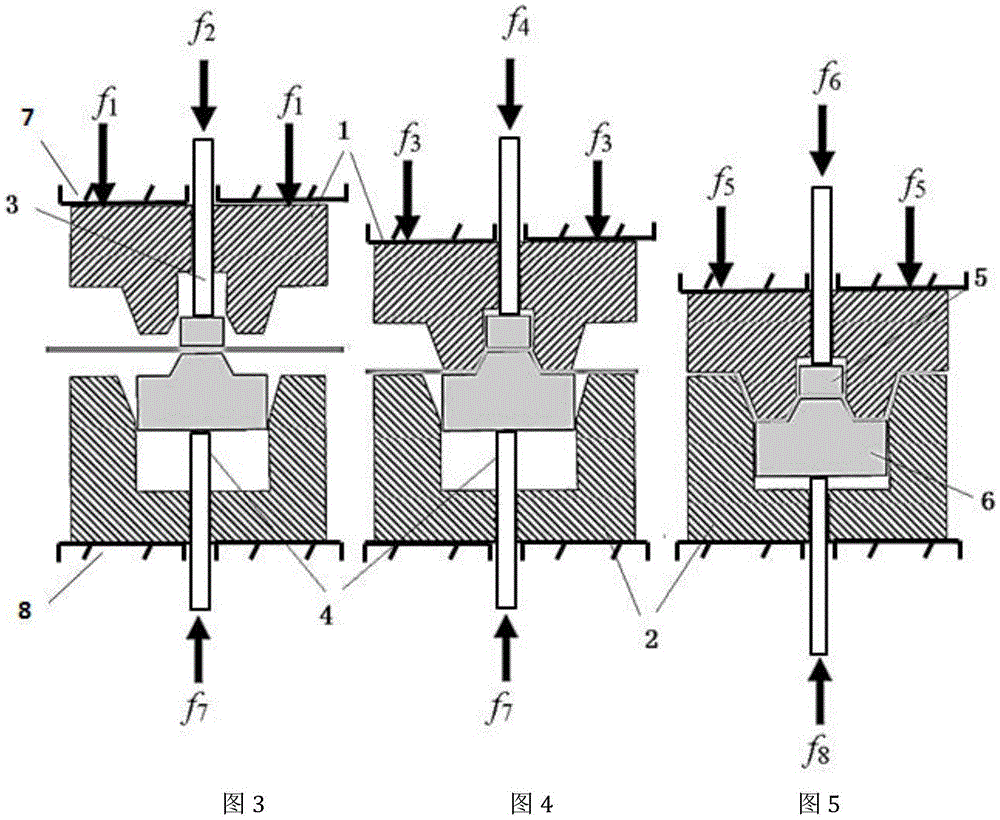
[0060] Such as Figure 3-Figure 5 As shown, the workpiece is 1.8mm thick, 150mm wide, and 1000mm long. The workpiece product requirement is f 6 The corresponding product area is HS400 soft area, and the rest are hard area HS1150. The concrete preparation process schematic diagram of this method, wherein:
[0061] image 3 In its original state, according to image 3 It can be seen that the device for realizing this method includes: an upper die 1, a lower die 2, a hydraulic ejector pin 3 for the upper slider of the press, a hydraulic ejector pin 4 for the lower workbench of the press, an upper die pressing core 5, a lower die pressing core 6, a press Upper slide block 7, working table 8 under the press.
[0062] The upper mold 1 covers the range of HS1150 in the hard area of the product, and the material is high-quality mold steel SKD61;
[0063] The upper mold pressing material core 5 covers the product soft zone HS400 range, and the material is high-quality mold stee...
Embodiment 2
[0076] Such as Figure 3-Figure 5 As shown, the workpiece is 1.8mm thick, 150mm wide, and 1000mm long. The workpiece product requirement is f 6 The corresponding product area is HS400 soft area, f 8 except f 6 Outside the area is the soft area HS700, and the rest of the product area is the hard area HS1150.
[0077] This method realizes the device such as Figure 3 ~ Figure 5 shown, where:
[0078] The upper mold 1 covers all areas of the product soft area HS700 and hard area HS1150, and the material is high-quality die steel SKD61;
[0079] The upper mold pressing material core 3 covers all areas of the soft area HS700 of the product, and the material is high-quality mold steel SKD61;
[0080] The lower mold pressing material core 6 covers all areas of the product soft zone HS400 and soft zone HS700, and the material is high-quality mold steel SKD61;
[0081] The lower mold 2 covers all areas of the hard area HS1150 of the product, and the material is high-quality mold...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| plasticity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More