Explosive welding forming method of titanium and common low alloy steel composite seal head
A low-alloy steel and composite head technology, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve problems that are difficult to realize, affect the performance of titanium clad layers, and cannot be welded by conventional welding methods. The effect of good joint performance and excellent performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
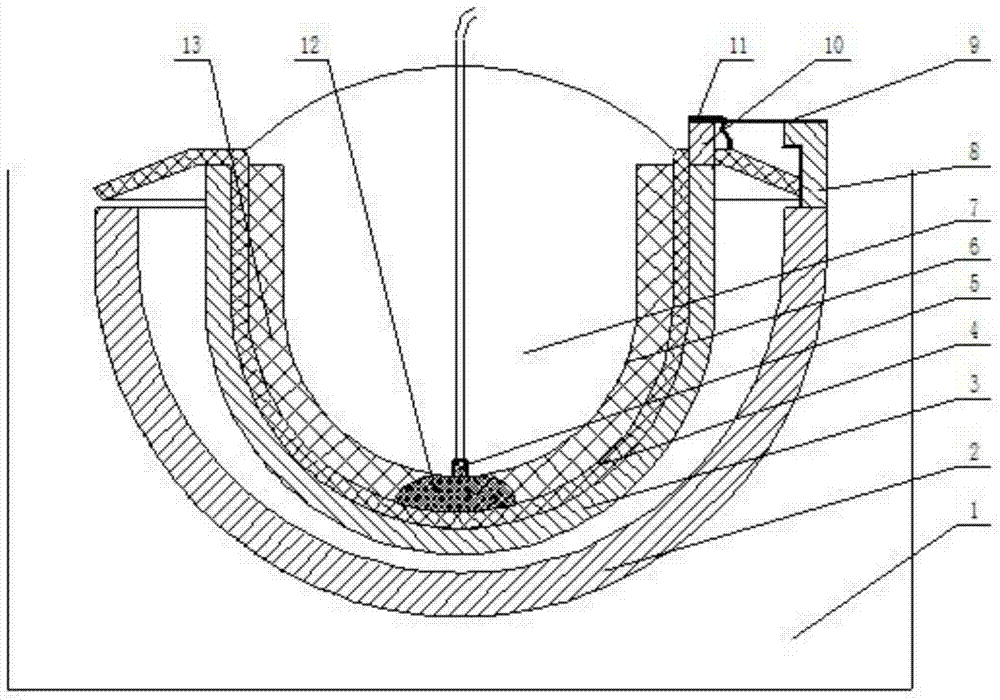
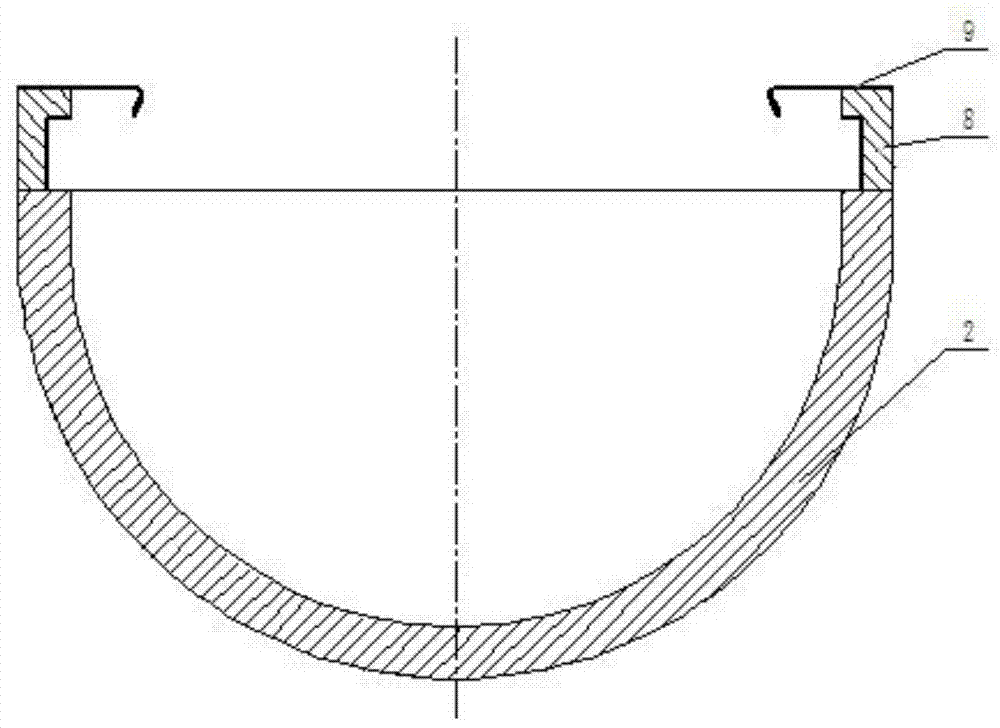
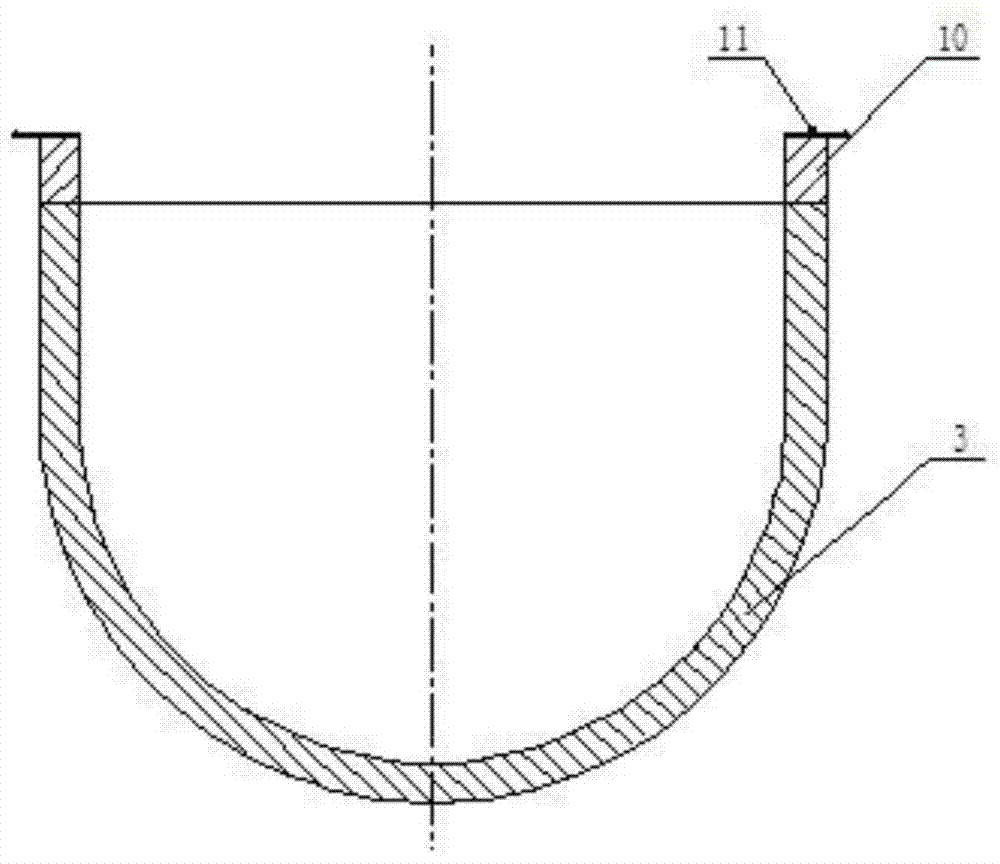
[0032] (1) Level the ordinary low-alloy base plate with a thickness of 50 mm and the titanium clad plate with a thickness of 8 mm. The ordinary low-alloy base plate is cut out of the round blank of the head base by oxygen cutting, and the titanium clad plate is cut out by water cutting. The multi-layer circular blank of the head or the CNC blanking and milling method is used to mill the multi-layer circular blank of the head; the cutting burrs of the base-layer circular blank of the head and the multi-layer circular blank of the head are respectively polished with a grinding wheel;
[0033] Hot stamping head base layer, shot peening to remove scale, defect detection; room temperature cold stamping titanium head cladding, stress relief annealing treatment, defect detection, pay attention to the radius size of the cold stamping titanium head cladding than the composite head The actual radius of the titanium clad layer is smaller; the base layer of the head and the end face of the...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap