

A Compensation Method for Roll Diameter and End Defects of Six-high Rolling Mill
A compensation method and technology of size and head, applied in the field of strip steel cold rolling, can solve the problems of large fluctuations in product quality and inability to achieve quantitative control, and achieve the effect of improving the quality of the plate shape
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
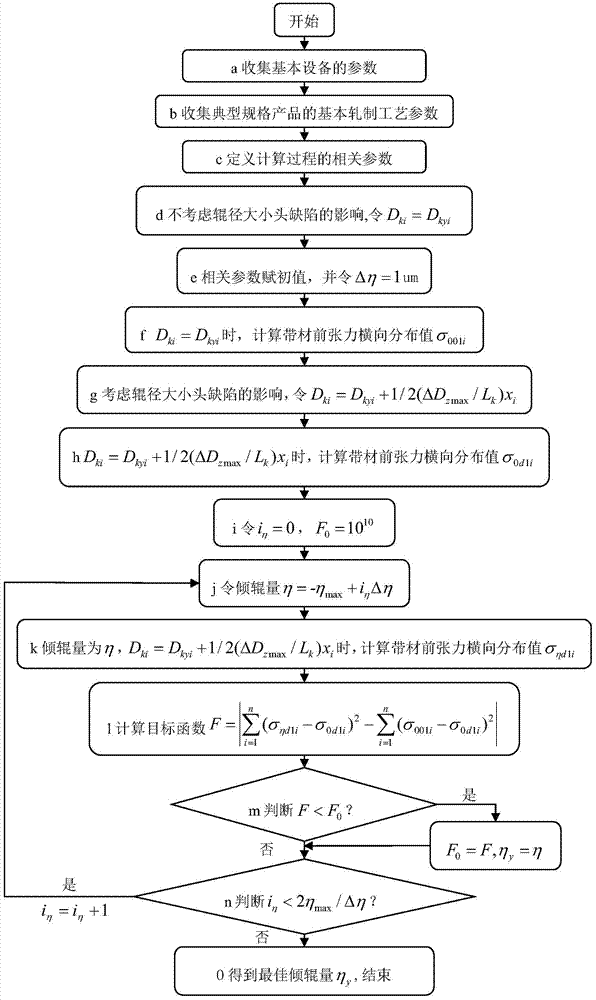
[0031] Such as figure 1 As shown, a method for compensating defects of roll diameter and head in a six-high rolling mill. First, in step 1, the parameters of the basic equipment are collected, mainly including the diameters D of the working rolls, intermediate rolls, and backup rolls w =160mm, D m =210mm, D b =630mm, length L of work roll, intermediate roll and backup roll w =780mm,L m =750mm, L b =750mm, the target roll shape distribution value D of the lower work roll 4yi ={159.9873,159.9911,159.9945,159.9975,160.0001,160.0023,160.0041,160.0055,160.0065,160.0071,160.0073,160.0071,160.0065,160.0055,160.0041,160.0023,160.0001,159.9975,159.9945,159.9911,159.9873}
[0032] Diameter difference ΔD between the head of the working side of the lower work roll and the head of the driving side z4max = 100um, the diameter difference between the working side and the drive side head of other rolls is zero, the maximum rolling roll amount η allowed by the rolling mill max =150μm, th...
example 2
[0049] First, in step 1, the parameters of the basic equipment are collected, mainly including the diameter D of the work roll, intermediate roll, and backup roll w =160mm, D m =210mm, D b =630mm, length L of work roll, intermediate roll and backup roll w =780mm,L m =750mm, L b =750mm, target roll shape distribution value D of upper and lower work rolls 3yi =D 4yi ={159.9873,159.9911,159.9945,159.9975,160.0001,160.0023,160.0041,160.0055,160.0065,160.0071,160.0073,160.0071,160.0065,160.0055,160.0041,160.0023,160.0001,159.9975,159.9945,159.9911,159.9873}
[0050] Diameter difference ΔD between the head of the working side and the head of the driving side of the upper work roll z3max =50um, the diameter difference ΔD between the working side and the drive side head of the lower work roll z4max = 100um, the diameter difference between the working side and the drive side head of other rolls is zero, the maximum rolling roll amount η allowed by the rolling mill max =150μm, t...
Embodiment 3
[0067] First, in step 1, the parameters of the basic equipment are collected, mainly including the diameter D of the work roll, intermediate roll, and backup roll w =160mm, D m =210mm, D b =630mm, length L of work roll, intermediate roll and backup roll w =780mm,L m =750mm,L b =750mm, the target roll shape distribution value of the upper work roll
[0068] D. 3yi ={159.9873,159.9911,159.9945,159.9975,160.0001,160.0023,160.0041,160.0055,160.0065,160.0071,160.0073,160.0071,160.0065,160.0055,160.0041,160.0023,160.0001,159.9975,159.9945,159.9911,159.9873}
[0069] Target profile distribution value of upper intermediate roll
[0070] D. 2yi ={209.9887,209.9922,209.9887,209.9923,209.9887,209.9924,209.9887,209.9925,209.9887,209.9926,209.9887,209.9927,209.9887,209.9928,209.9887,209.9928,209.9887209.9929,209.9887,209.9930,209.9887}
[0071] Target profile distribution value for upper back-up roll
[0072] D. 1yi ={629.9887,629.9922,629.9887,629.9923,629.9887,629.9924,629.9887...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More