

A treatment method suitable for roll taper defects of four-high rolling mill
A technology of four-high rolling mill and roll, which is applied in the direction of metal rolling stand, metal rolling mill stand, metal rolling, etc., can solve the problem of roll tapering, which has little research and cannot realize quantitative control, etc., so as to improve the precision and quality Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
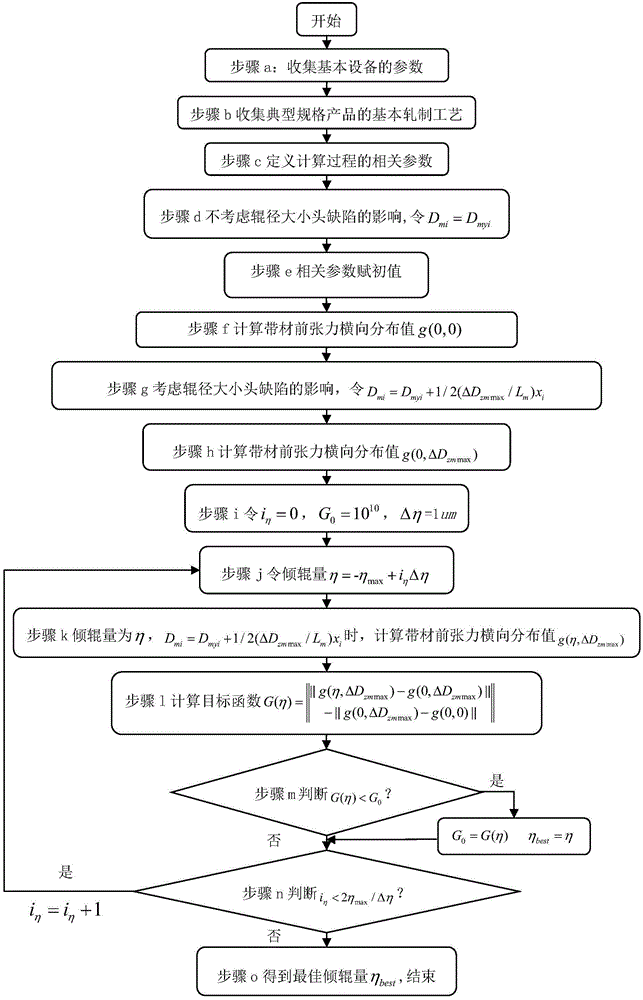
[0029] exist figure 1 In the general calculation flow chart of the method for treating roll taper defects applicable to four-high rolling mills shown, first, in step (a), the collection of basic equipment parameters mainly includes the roll body length L of the upper back-up roll 1 =1450mm, length L of the upper working roll 2 =1450mm, length L of the lower working roll 3 =1450mm, the length L of the roller body of the lower support roller 4 =1450mm, roll diameter D of upper support roll 1 =1100mm, roll diameter D of the upper work roll 2 =500mm, roll diameter D of the lower work roll 3 =500mm, roll diameter D of the lower support roll 4 =1100mm, the roll shape distribution value D of the lower work roll after removing the conical defect 3yi ={499.9935,499.9947,499.9958,499.9968,499.9978,499.9987,499.9995,500.0002,500.0009,500.0015,500.0020,500.0024,500.0028,500.0031,500.0033,500.0035,500.0035,500.0035,500.0035,500.0033,500.0031,500.0028,500.0024,,500.0020 , 500.0015, 5...
Embodiment 2
[0046] First of all, in step (a), the collection of basic equipment parameters mainly includes the roll body length L of the upper support roll 1 =1450mm, length L of the upper working roll 2 =1450mm, length L of the lower working roll 3 =1450mm, the length L of the roller body of the lower support roller 4 =1450mm, roll diameter D of upper support roll 1 =1100mm, roll diameter D of the upper work roll 2 =500mm, roll diameter D of the lower work roll 3 =500mm, roll diameter D of the lower support roll 4 =1100mm, the roll shape distribution value D of the upper and lower work rolls after removing the tapered defects 2yi =D 3yi ={499.9935,499.9947,499.9958,499.9968,499.9978,499.9987,499.9995,500.0002,500.0009,500.0015,500.0020,500.0024,500.0028,500.0031,500.0033,500.0035,500.0035,500.0035,500.0035,500.0033,500.0031,500.0028,500.0024,,500.0020 , 500.0015, 500.0009, 500.0002, 499.9995, 499.9987, 499.9978, 499.9968, 499.9958, 499.9947, 499.9935} Upper work roll profile curve...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More