Roller taper defect treatment method for four-high rolling mill
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A four-high rolling mill and roll technology, which is applied in metal rolling stands, metal rolling mill stands, metal rolling and other directions, can solve the problems of little research on roll taper, unable to achieve quantitative control, etc., to improve the accuracy and quality Effect
Inactive Publication Date: 2015-04-22
山东冠洲股份有限公司
View PDF4 Cites 5 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
With the continuous development of cold rolling control technology, a large number of factors affecting the shape of the plate, such as the shape of the incoming material, the cross-sectional shape of the incoming material, bending roll shifting, strip deviation, machine configuration, and rolling mill stiffness, have been made. In-depth research can get very high-precision control [2] , however little research has been done on the roll taper problem
In the past, scholars mainly described the flatness problem caused by the roll taper caused by poor grinding of the roll and its solution strategies qualitatively. At the enterprise site, it almost completely relied on the experience of the operator, and it was impossible to achieve conscious quantitative control.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
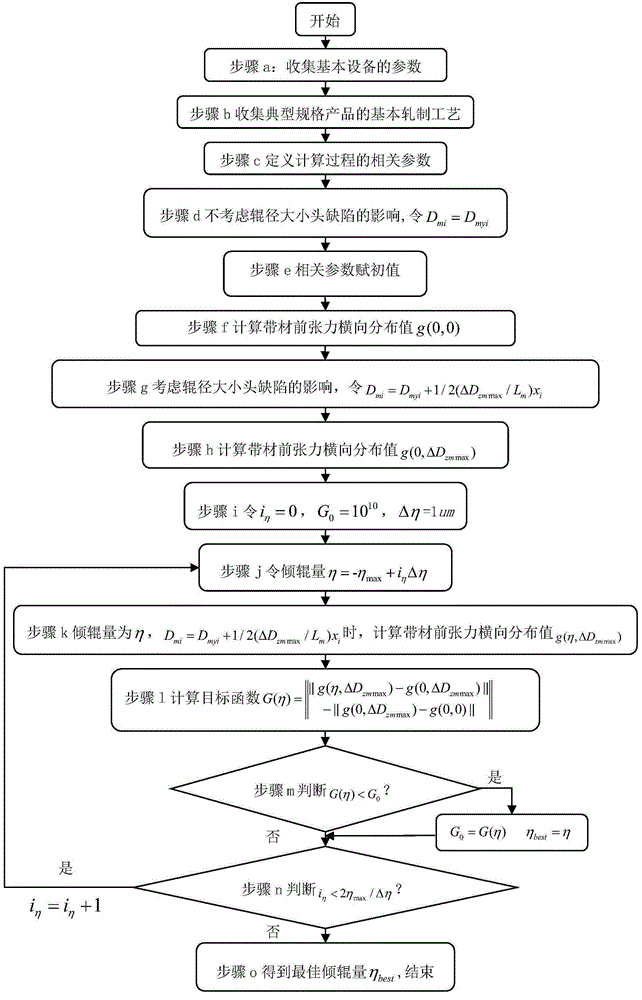
[0029] exist figure 1 In the general calculation flow chart of the method for treating roll taper defects applicable to four-high rolling mills shown, first, in step (a), the collection of basic equipment parameters mainly includes the roll body length L of the upper back-up roll 1 =1450mm, length L of the upper working roll 2 =1450mm, length L of the lower working roll 3 =1450mm, the length L of the roller body of the lower support roller 4 =1450mm, roll diameter D of upper support roll 1 =1100mm, roll diameter D of the upper work roll 2 =500mm, roll diameter D of the lower work roll 3 =500mm, roll diameter D of the lower support roll 4 =1100mm, the roll shape distribution value D of the lower work roll after removing the conical defect 3yi ={499.9935,499.9947,499.9958,499.9968,499.9978,499.9987,499.9995,500.0002,500.0009,500.0015,500.0020,500.0024,500.0028,500.0031,500.0033,500.0035,500.0035,500.0035,500.0035,500.0033,500.0031,500.0028,500.0024,,500.0020 , 500.0015, 5...
Embodiment 2
[0046] First of all, in step (a), the collection of basic equipment parameters mainly includes the roll body length L of the upper support roll 1 =1450mm, length L of the upper working roll 2 =1450mm, length L of the lower working roll 3 =1450mm, the length L of the roller body of the lower support roller 4 =1450mm, roll diameter D of upper support roll 1 =1100mm, roll diameter D of the upper work roll 2 =500mm, roll diameter D of the lower work roll 3 =500mm, roll diameter D of the lower support roll 4 =1100mm, the roll shape distribution value D of the upper and lower work rolls after removing the tapered defects 2yi =D 3yi ={499.9935,499.9947,499.9958,499.9968,499.9978,499.9987,499.9995,500.0002,500.0009,500.0015,500.0020,500.0024,500.0028,500.0031,500.0033,500.0035,500.0035,500.0035,500.0035,500.0033,500.0031,500.0028,500.0024,,500.0020 , 500.0015, 500.0009, 500.0002, 499.9995, 499.9987, 499.9978, 499.9968, 499.9958, 499.9947, 499.9935} Upper work roll profile curve...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
A roller taper defect treatment method for a four-high rolling mill mainly includes the following steps executed by a computer of 1 collecting basic device parameters; 2 collecting basic rolling process parameters of products of typical specifications; 3 defining an optimal roller inclining calculation process variable, a roller inclining amount, a roller inclining optimal step size, an objective function, an initial value of the objective function, a working roller channeling amount, a working roller bending force and an optimal roller inclining amount; 4 calculating the working roller channeling amount, the working roller bending force, the roller inclining amount and lateral distribution values of front tension of strips at an outlet of the rolling mill; 5 calculating the objective function; 6 completing the calculation after obtaining the roller inclining amount. The roller taper defect treatment method for the four-high rolling mill can achieve quantitative compensation for roller taper defects, minimizes or even eliminates the impact of the roller taper defects on the shape of the strips, solves the problem that the treatment of strip shape defects caused by roller taper is almost entirely dependent on experience of field operators and improves the accuracy quality of rolled strips.
Description
technical field [0001] The invention belongs to the technical field of steel rolling, in particular to a method for treating roll taper defects of a common four-high rolling mill. Background technique [0002] Roll taper refers to the phenomenon that during the rolling process, the roll has a certain taper due to the grindingmachine precision and the wear caused by the production process. [1] , directly affects the yield of strip products and the quality of subsequent deep-processing products and the smooth progress of deep processing. With the continuous development of cold rolling control technology, a large number of factors affecting the shape of the plate, such as the shape of the incoming material, the cross-sectional shape of the incoming material, bending roll shifting, strip deviation, machine configuration, and rolling mill stiffness, have been made. In-depth research can get very high-precision control [2] , however, little research has been done on the roll ta...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More