

Plastic injection process
A process, injection molding technology, applied in the coating and other directions, can solve the problem that the mold and injection cannot be realized, and achieve the effect of enhancing the hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
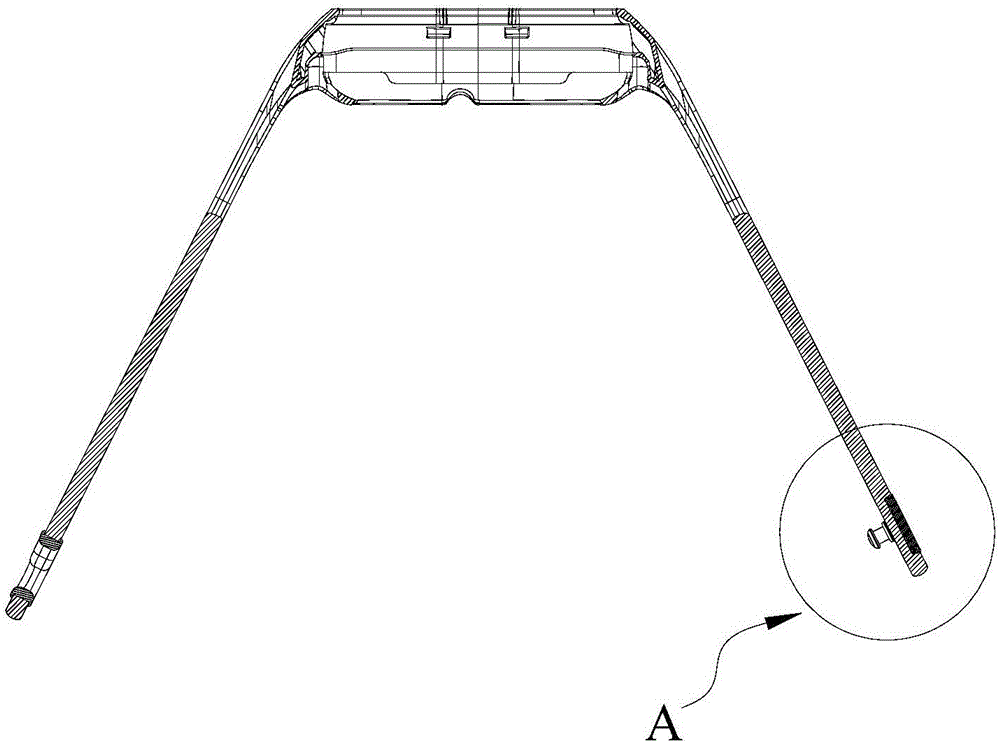
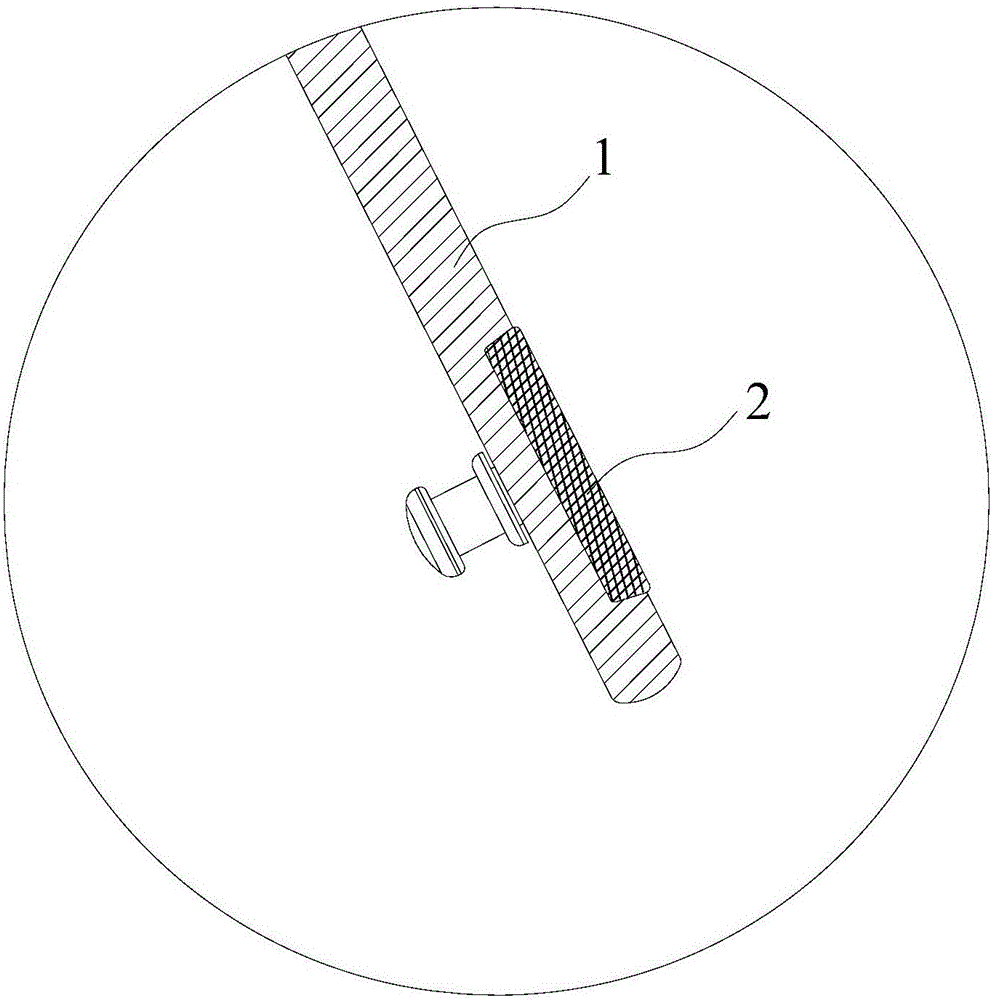
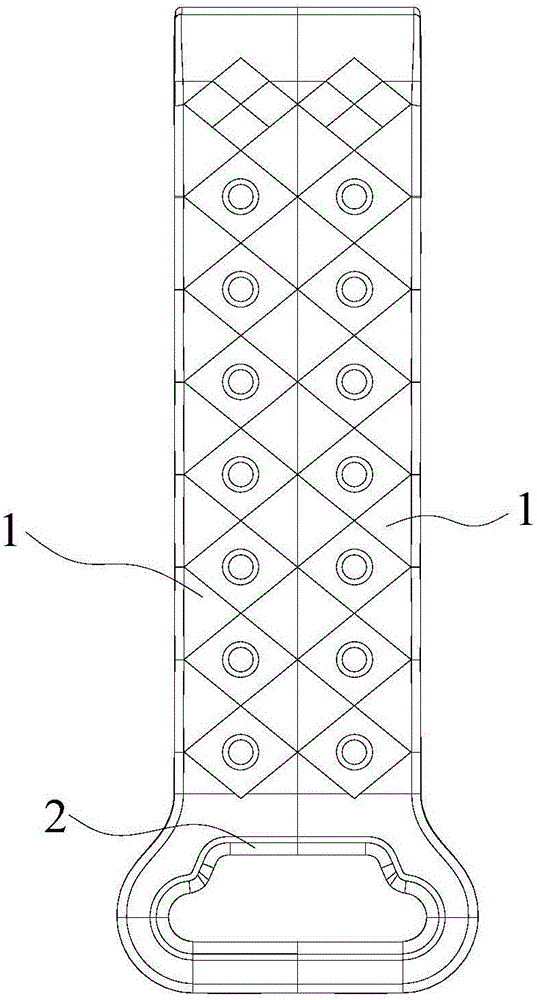
[0025] This embodiment requires injection molding products such as figure 1 as shown, figure 2 It is the specific injection molding part of this product, and the injection mold used in injection molding is formulated according to the product structure.
[0026] The specific injection molding process of the product of this embodiment comprises the following steps:
[0027] (1) The first injection molding; the raw material used in this step is the first soft rubber 1, the first soft rubber 1 needs to satisfy its hardness within the range of 65-85 degrees, such as TPU, TPE, TPSIV or TPF, this implementation The first soft glue 1 of the example is specifically TPU. The injection pressure of this step is 40MPa, and the injection temperature is 180°C;
[0028] (2) The second injection molding; the raw material used in this step is the second soft rubber 2, and the second soft rubber 2 needs to satisfy its hardness in the range of 65-75D, such as TPU or TPE. The second soft rubb...
Embodiment 2
[0032] The difference between this example and Example 1 is that the first soft rubber used in the first injection molding is TPSIV, the injection pressure is 45MPa, and the injection temperature is 190°C; the second soft rubber used in the first injection molding is TPU, and the injection molding The pressure is 35MPa, and the injection molding temperature is 190°C.
Embodiment 3
[0034] The difference between this example and Example 1 is that the first soft rubber used for the first injection molding is TPF, the injection pressure is 50 MPa, and the injection temperature is 200°C; the second soft rubber used for the first injection molding is TPU, and the injection molding The pressure is 40MPa, and the injection molding temperature is 200°C.
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More