A Vacuum Electron Beam Welding Method of Pre-embedded Welding Wire
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A kind of technology of vacuum electron beam, welding method
Inactive Publication Date: 2019-01-01
TIANJIN UNIV
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Compared with the traditional welding method, the melting and cooling speed of the base metal at the weld is faster, and the rapid thermal cycle during electron beam welding makes the structure of the joint different from the base metal, and it is easy to cause large thermal stress, leading to cracks Cracks are easily formed in welded joints of sensitive steel types, which restricts the application of this type of steel in engineering practice
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0029] In this example, two pieces of 270mm×2100mm×4100mm (thickness×width×length) EH36 continuous casting blanks were used to prepare 534±2mm×2100mm×4100mm (thickness×width×length) EH36 composite blanks by vacuum electron beam welding for Rolling produces extra-thick steel plates.
[0030] The chemical composition of the EH36 continuous casting slab by weight percentage is: C 0.11%, Si 0.28%, Mn 1.46%, P0.011%, S 0.002%, Cu 0.12%, Ni 0.25%, V 0.059%, Nb 0.042% , Ti 0.018%, Als0.27%, the balance is Fe and unavoidable impurities.
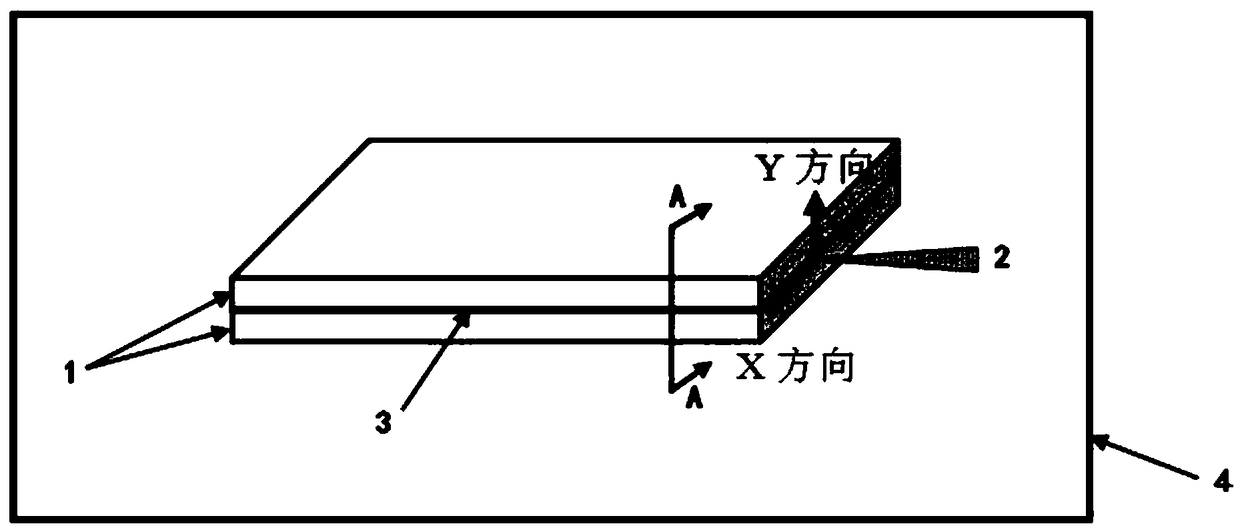
[0031] Described a kind of pre-embedded wire vacuum electron beam welding method comprises the following steps:
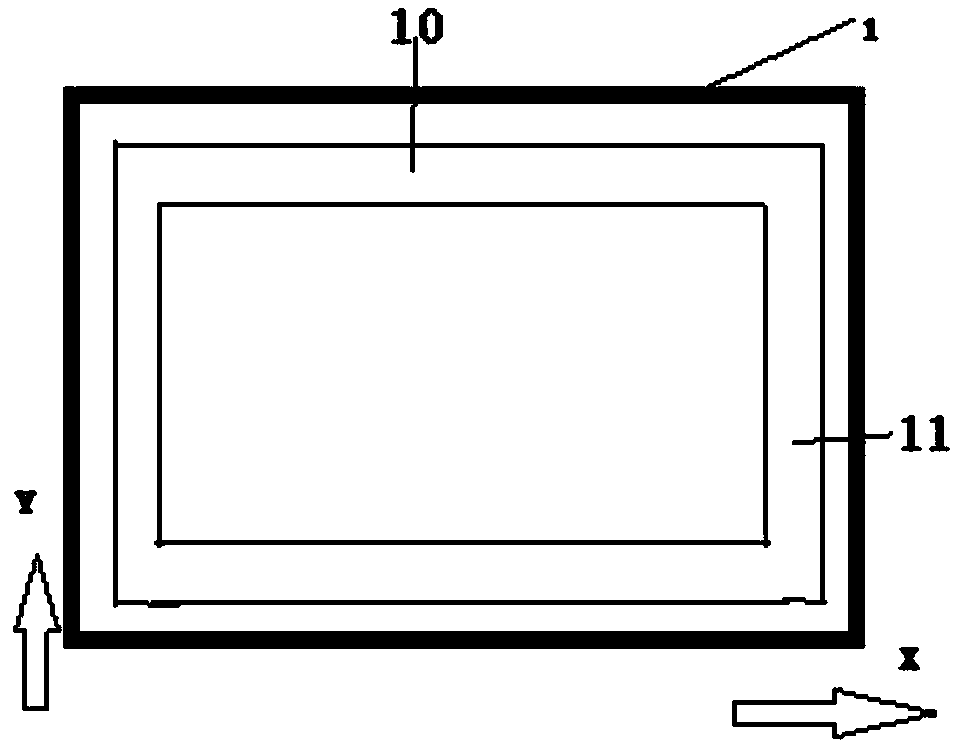
[0032](1) Using two EH36 continuous casting slabs (or thick steel plates) with the same width and length as raw materials, respectively mill and clean the upper surfaces (or lower surfaces) of the two continuous casting slabs (or thick steel plates), the surfaces must not There are oil stains, iron filings, etc.;
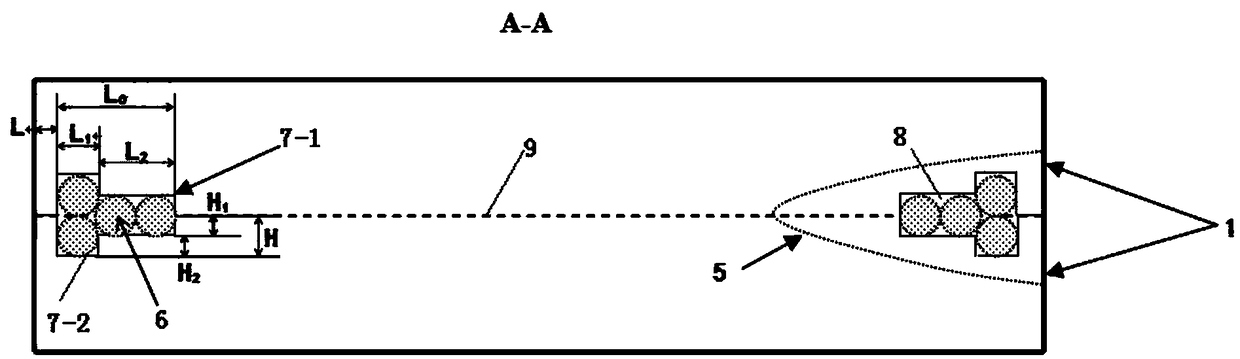
[0033] (2) Boring an...
Embodiment 2
[0039] In this example, two pieces of 300mm×2200mm×3900mm (thickness×width×length) 12Cr2Mo1R continuous casting blanks were used to prepare 592±4mm×2200mm×3900mm (thickness×width×length) 12Cr2Mo1R composite blanks by vacuum electron beam welding. Rolling produces extra-thick steel plates.
[0040] The chemical composition of the 12Cr2Mo1R continuous casting slab by weight percentage is: C 0.10%, Si 0.23%, Mn0.51%, P 0.0051%, S 0.0023%, Cr 2.32%, Mo 0.97%, Als 0.22%, and the balance is Fe and unavoidable impurities.
[0041] Described a kind of pre-embedded wire vacuum electron beam welding method comprises the following steps:
[0042] (1) Using two 12Cr2Mo1R continuous casting slabs (or thick steel plates) with the same width and length as raw materials, respectively mill and clean the upper surfaces (or lower surfaces) of the two continuous casting slabs (or thick steel plates). There are oil stains, iron filings, etc.;
[0043] (2) Boring and milling stepped grooves alon...
Embodiment 3
[0049] In this example, two 250mm×1820mm×2900mm (thickness×width×length) Q890D blanks were used to prepare 494±3mm×1820mm×2900mm (thickness×width×length) Q890D composite blanks by vacuum electron beam welding for rolling Production of extra-thick steel plates.
[0050] The chemical composition of the Q890D continuous casting slab by weight percentage is: C 0.09%, Si 0.25%, Mn 1.68%, P 0.0012%, S 0.0031%, Cr 0.44%, Mo 0.47%, Ni 0.49, V 0.053, Nb 0.027 , Ti 0.023, B0.002%, Als 0.26%, the balance is Fe and unavoidable impurities.
[0051] Described a kind of pre-embedded wire vacuum electron beam welding method comprises the following steps:
[0052] (1) Using two Q890D continuous casting slabs (or thick steel plates) with the same width and length as raw materials, respectively mill and clean the upper surfaces (or lower surfaces) of the two continuous casting slabs (or thick steel plates), the surfaces must not There are oil stains, iron filings, etc.;
[0053] (2) Boring an...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
depth
aaaaa
aaaaa
width
aaaaa
aaaaa
Login to View More
Abstract
The invention provides a welding stick embedding vacuum electron beam welding method. A low-carbon welding stick is embedded in an initial weldment, and two continuous casting sheet billets are stacked and welded together through an electron beam in the vacuum environment and then are used for subsequent steel rolling production. The low-carbon welding stick is embedded, chemical components of a molten bath can be finely adjusted, a peritectic reaction area is avoided, and welding crack sensitivity of base metal is reduced. Compared with self-fluxing vacuum electron beam welding, the beneficial effects of high-energy density, high penetration performance, the small welding deformation area, easy control, the high production efficiency and the like of self-fluxing vacuum electron beam welding can be kept, meanwhile, the assembling precision during butt welding can be obviously improved, welding line formation is improved, and the mechanical performance of connectors is improved. By means of the method, the problem that a self-fluxing vacuum electron beam welding method is adopted in crack sensitivity steel grade welding, welding cracks happen is solved, the application range of vacuum electron beam welding is greatly enlarged, the method is suitable for mass industrial production, and obvious economical and social benefits are achieved.
Description
technical field [0001] The invention belongs to the technical field of welding, and in particular relates to a vacuum electron beam welding method of pre-embedded welding wire. Background technique [0002] The 0.08%-0.13% carbon element in the steel belongs to the peritectic steel range, and the peritectic reaction (L+δ—γ) will occur during the solidification process, and the δ-Fe in the steel will transform into the γ-Fe structure, accompanied by this transformation. 0.38% volume shrinkage, and the higher the carbon content, the greater the cooling rate, the greater the volume shrinkage. During the solidification process, under the unbalanced effect of thermal stress and volume shrinkage, cracks are easy to occur. The process of weld cooling is similar to the solidification process of casting, but the cooling of the weld is faster. Tensile stress due to shrinkage may cause microscopic cracking in the liquid phase that has not yet solidified, and between grains. [0003]...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More