

A method for forming high-strength thick-walled small-section square tube with double sharp corners
A small-section, high-strength technology, applied in the field of cold forming, can solve the problems of high manufacturing cost, unequal upward deformation angle, and poor symmetry of arc angle effect, avoiding large rolling force and reducing waist springback. , to ensure the effect of symmetry
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] In order to better understand the present invention, the present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
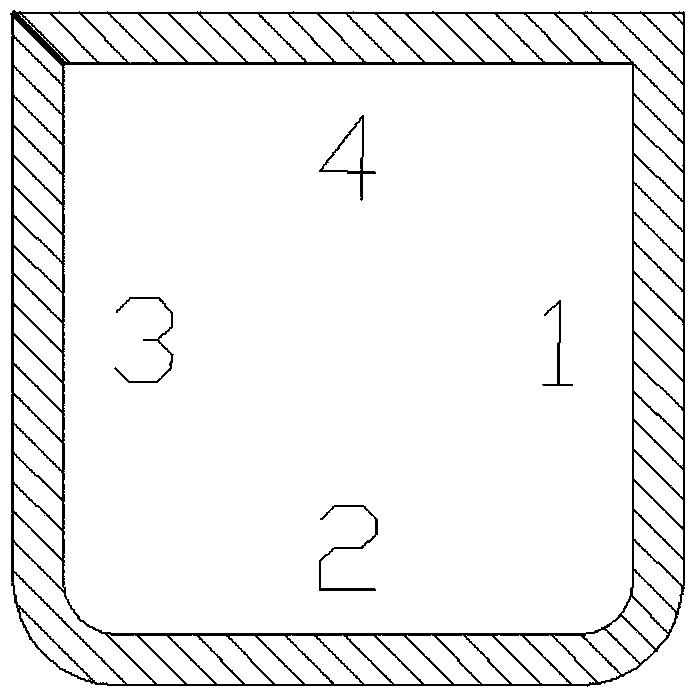
[0030] Such as figure 1 The double-pointed square tube shown has a yield strength ≥ 420 MPa and a wall thickness of 8-12 mm. The forming method includes the following steps:
[0031] Step 1. Determine the width of the steel coil slitting steel strip and the size of each pipe wall according to the cross-sectional size of the formed square pipe; in this embodiment, the lengths of pipe walls 1 to 4 need to be determined, such as figure 1 shown;
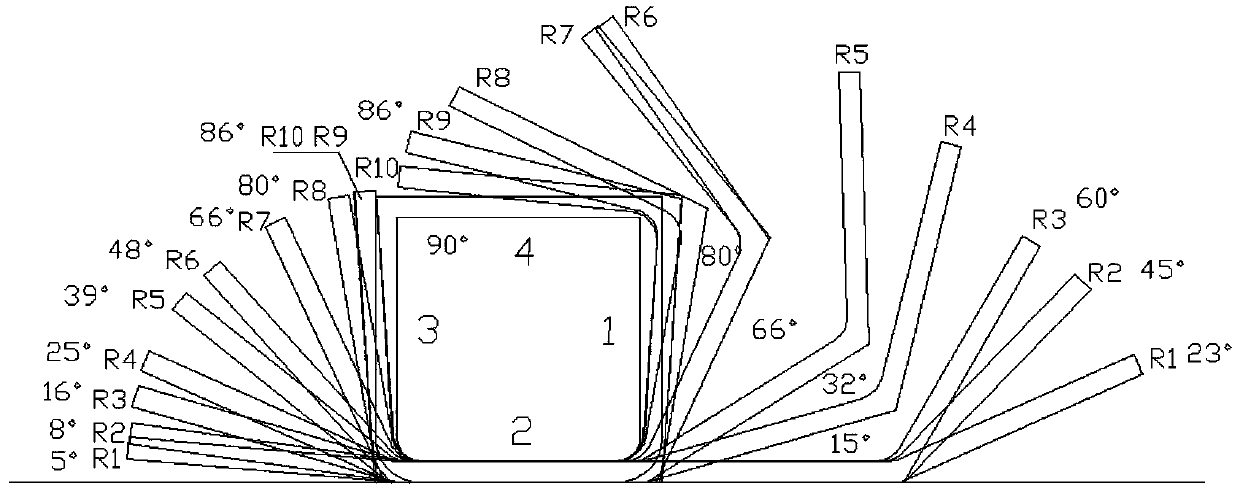
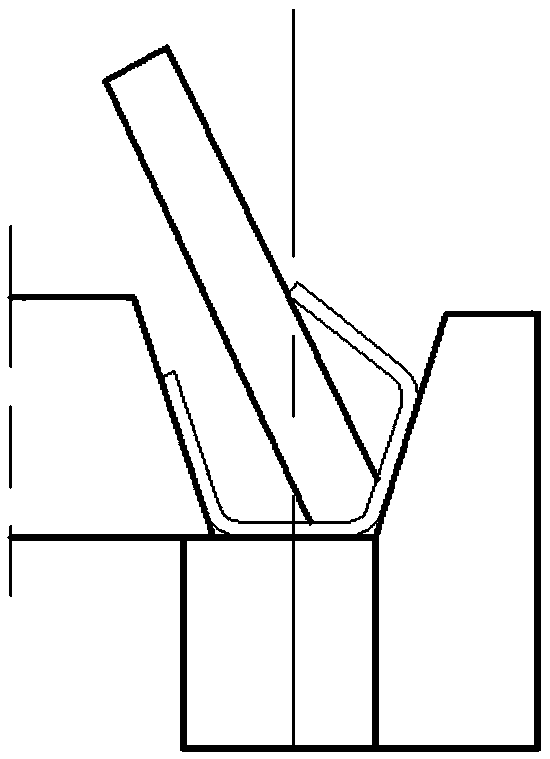
[0032] Step 2. According to the requirements of the strength grade of the square tube, use professional analysis software to design, simulate and optimize the key process parameters such as the cold-bending forming pass of the steel strip, the forming angle of each pass, and the rebound angle, and obtain the cold-bending The forming passes and the o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More