

Hot forming process of train wheel with large difference in rim-plate spacing of anti-spoke plate
A hot forming and train technology, applied in the direction of spoked wheels, wheels, vehicle parts, etc., can solve the problems of difficult processing, excessive gap between rims, unstable rolling, etc., to improve the qualified rate of hot forming, reduce possible effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] Below with reference to the accompanying drawings, through the description of the embodiments, the specific embodiments of the present invention will be described in further detail, the purpose is to help those skilled in the art to have a more complete, accurate and in-depth understanding of the inventive concept and technical solutions of the present invention, and contribute to its implementation.
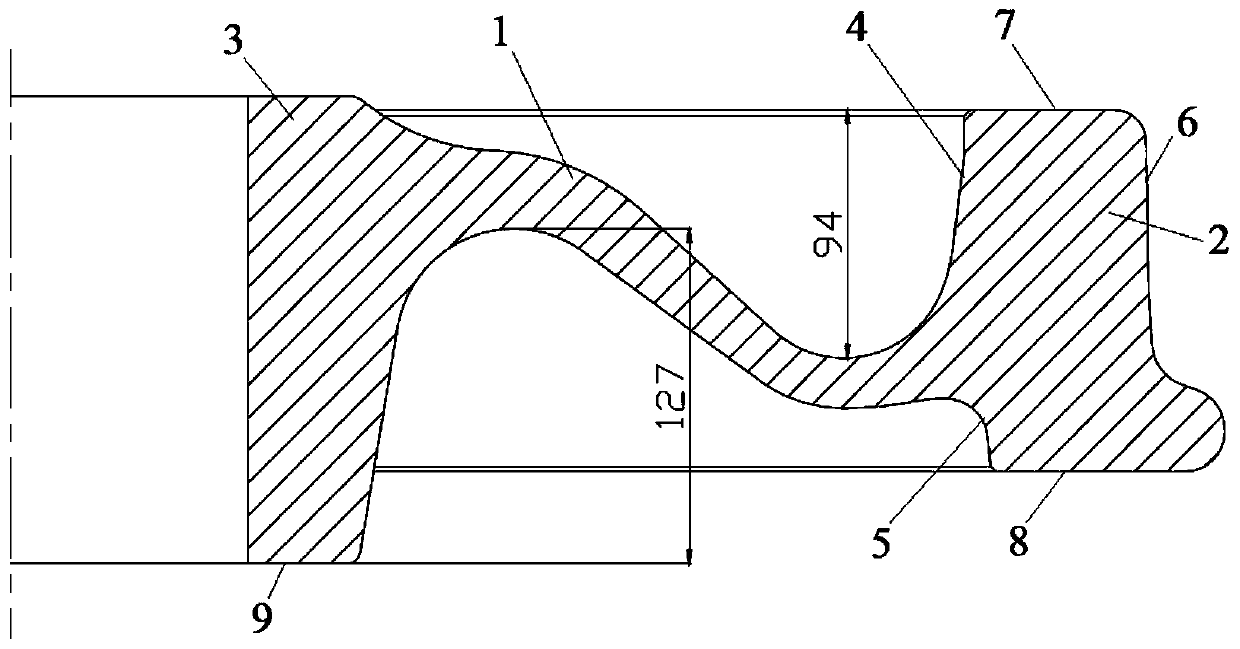
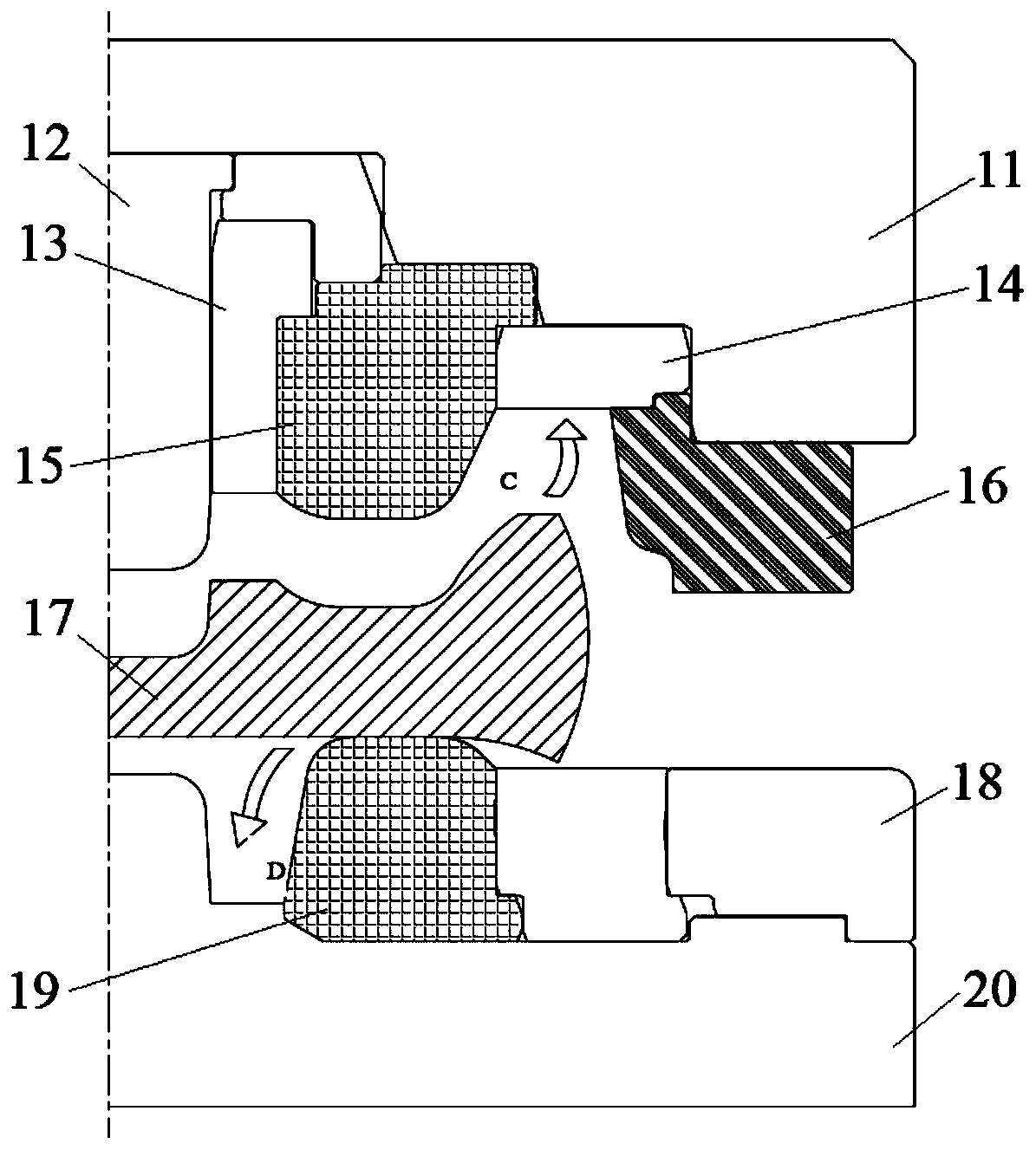
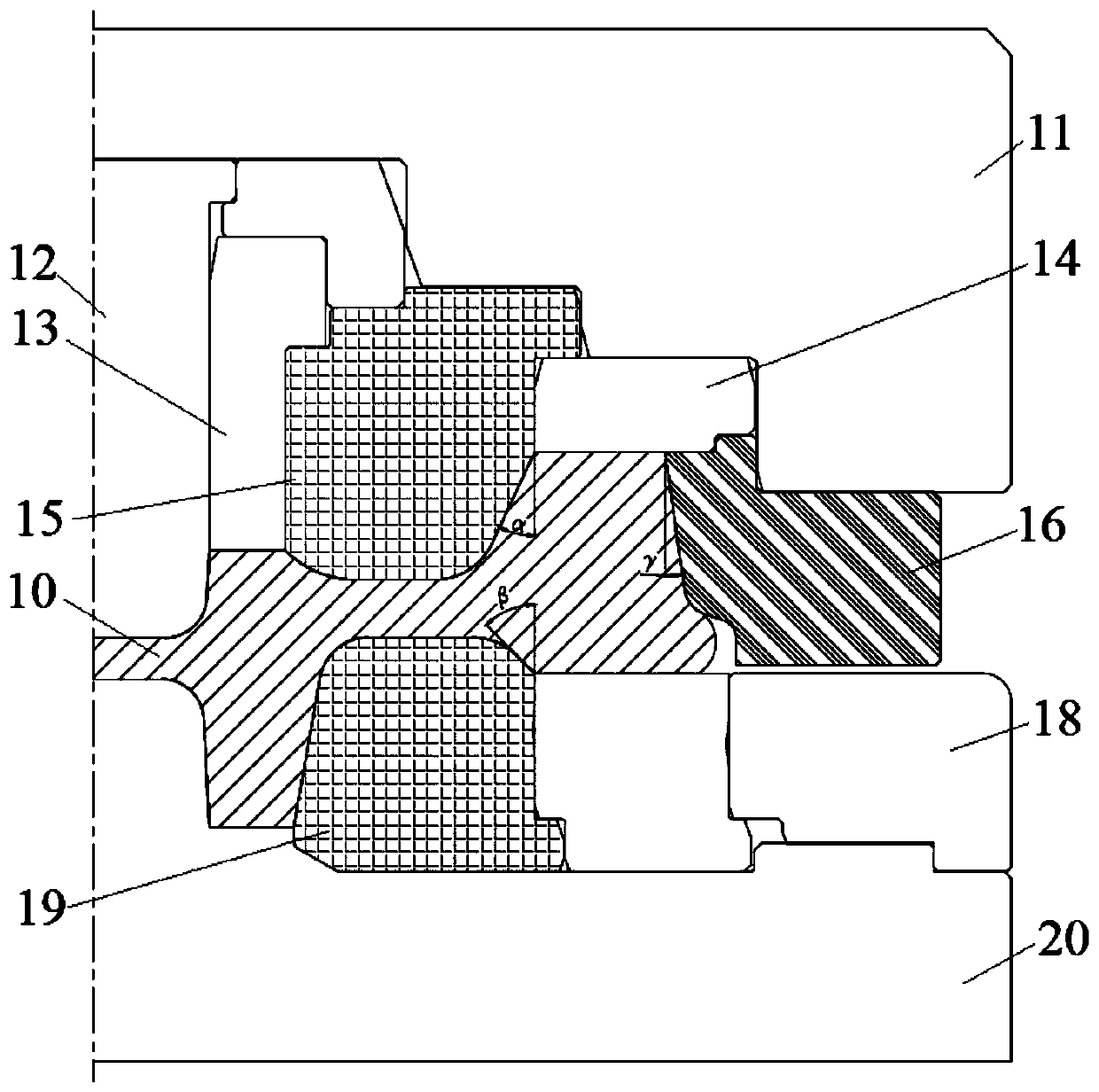
[0026] like Figure 1 to Figure 4 As shown in the figure, the present invention provides a hot forming process for a train wheel with a large discrepancy between the plate rim and the plate, including a preforming step, a forming step, a rolling step and a bending step. The web roller 23 and the right web roller 22 cooperate to roll the formed blank. The right web roller 22 has the first working surface 2201 of the right roller and the second working surface 2202 of the right roller. The first working surface 2201 of the right roller is connected to the forming The bille...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More