Novel intelligent 3D printing system and working method thereof
A 3D printing and 3D printer technology, applied in the field of 3D printing, can solve problems such as house fire, printing quality impact, high temperature and humidity, and achieve the effect of ensuring printing quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
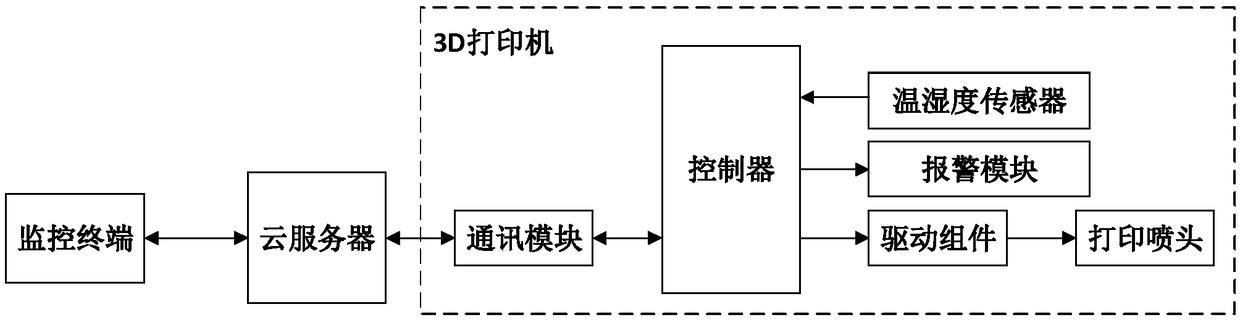
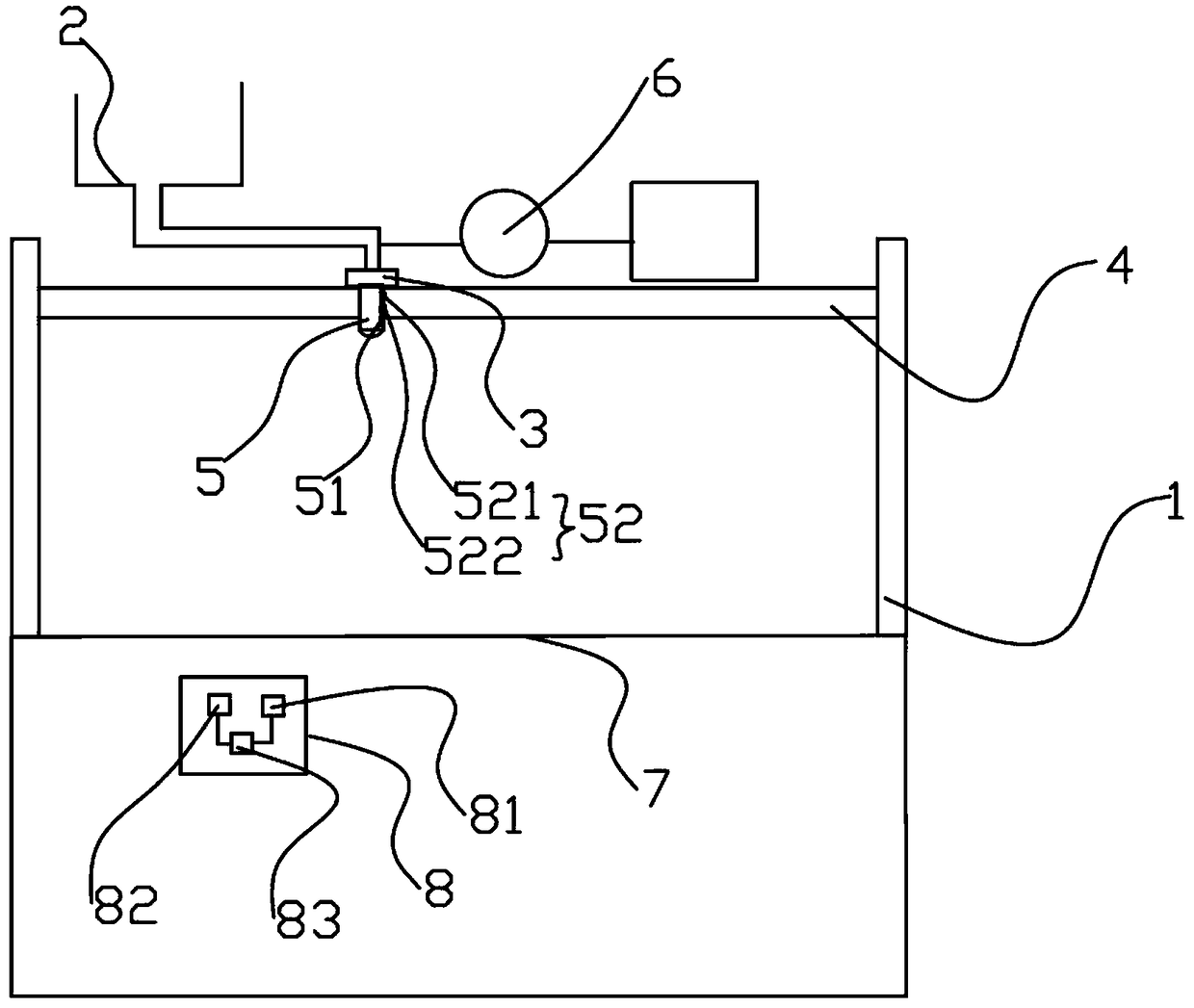
[0022] like figure 1 and figure 2 As shown, the present embodiment 1 provides a novel intelligent 3D printing system, including: a cloud server, a monitoring terminal connected to the cloud server and a 3D printer; wherein the 3D printer includes: a controller connected to the controller A temperature and humidity sensor and a communication module; the temperature and humidity sensor is suitable for collecting temperature and humidity data in the 3D printer chassis and sending it to the cloud server through the communication module; and the cloud server is suitable for sending the temperature and humidity data to the monitoring terminal.
[0023] The 3D printer also includes: an alarm module connected to the controller; the cloud server stores a temperature threshold and a humidity threshold; when the temperature data in the 3D printer chassis exceeds the temperature threshold or the humidity data exceeds the humidity threshold, the control The controller controls the alarm ...
Embodiment 2
[0040] On the basis of Embodiment 1, this embodiment provides a working method of a novel intelligent 3D printing system, including: a cloud server, a monitoring terminal connected to the cloud server, and a 3D printer; wherein the 3D printer includes: a controller, A temperature and humidity sensor and a communication module connected to the controller; the temperature and humidity sensor is suitable for collecting temperature and humidity data in the 3D printer chassis, and sends it to the cloud server through the communication module; and the cloud server is suitable for storing the temperature and humidity data sent to the monitoring terminal.
[0041] Specifically, the working principle, working method and working process of the new intelligent 3D printing system described in this embodiment are the same as those of the new intelligent 3D printing system in Embodiment 1, and will not be repeated here.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More