

A Vertical Centrifugal Precision Casting Method for Light Titanium Aluminum Turbine
A vertical centrifugal and turbine technology, which is applied in the field of lightweight titanium-aluminum turbine casting, can solve problems such as under-casting of blades, incomplete filling of thin-walled blades, shrinkage cavities, etc., and achieve the effect of ensuring shrinkage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
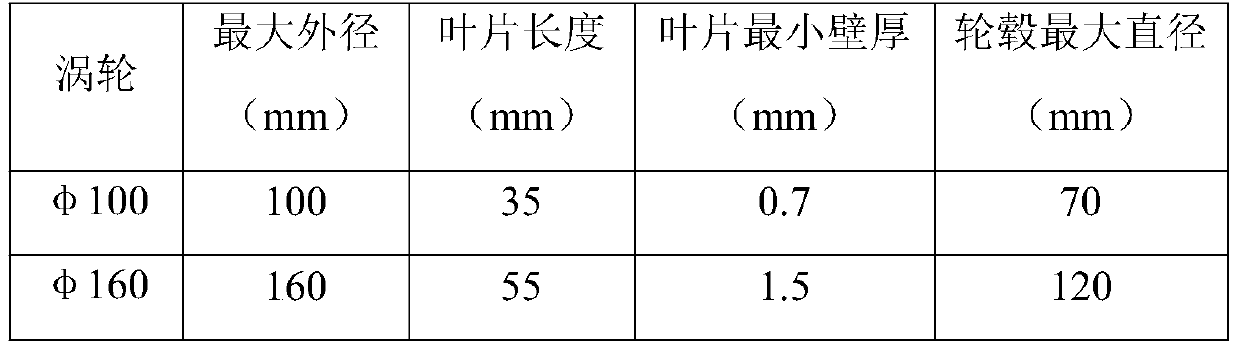
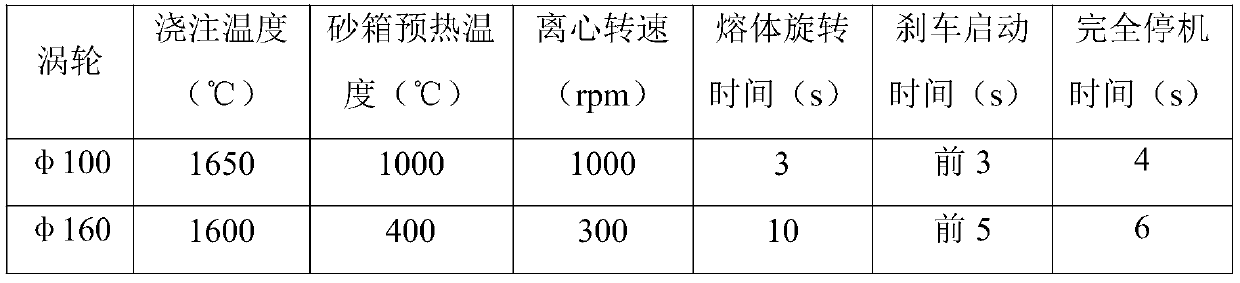
[0034]The outer diameter of the turbine used is 100mm, the length of the blade is 35mm, the minimum thickness is about 0.7mm, and the maximum diameter of the hub is selected. The time is 3 seconds, the brake start time is 3 seconds before the end of centrifugal pouring, and the complete stop time is 4 seconds. Using the above-mentioned process, all the blades of the cast turbine castings are uniformly filled and complete, and no loose defects exceeding 100 μm are found in the hub part under a 100-fold optical microscope.
Embodiment 2
[0036] The outer diameter of the turbine used is 160mm, the length of the blade is 50mm, the minimum thickness is about 1.6mm, and the maximum diameter of the hub is optimized. The main process parameters are as follows: the pouring temperature is 1600°C, the preheating temperature of the sand box is 400°C, the centrifugal speed is 300rpm, and the melt is rotated The time is 5 seconds, the brake start time is 5 seconds before the end of centrifugal pouring, and the complete stop time is 6 seconds. Using the above-mentioned process, all the blades of the cast turbine castings are uniformly filled and complete, and no loose defects exceeding 100 μm are found in the hub part under a 100-fold optical microscope. It can be seen that the method described in this patent has a very significant effect on solving the insufficient feeding of the large-size turbine hub.
[0037] The main structural parameters and pouring process of the turbine in Embodiment 1 and Embodiment 2 are shown in...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More