

Construction method for joint heat treatment after bainite steel rail welding
A construction method and bainite technology, applied in heat treatment furnaces, heat treatment equipment, manufacturing tools, etc., can solve problems such as heat treatment effects to be discussed, and achieve the effect of avoiding wear and eliminating depletion factors
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0039] According to the conventional method, the impact energy of the weld seam is low under the condition of air cooling after welding of the bainite rail, and the impact resistance of the joint is poor. The work of the present invention is based on this, and a post-weld heat treatment method for bainite rails has been found and designed. The post-weld heat treatment method of the present invention ensures that the hardness of the bainite rail joints can be improved through the normalizing + air-cooled post-weld heat treatment method. The joint maintains a high impact toughness, which helps to ensure the safety of the bainite rail joint in service.
[0040] Specific embodiments of the present invention will be described in detail below. It should be understood that the specific embodiments described here are only used to illustrate and explain the present invention, and are not intended to limit the present invention.
[0041] In the present invention, the "welded joint" is ...
Embodiment 1
[0060]Air-cool the welded joints of bainite rails obtained by flash welding at a temperature of 1500°C. When the welded joints are cooled from 1500°C to 250°C, use medium-frequency induction imitation electric heating coils to heat the entire section of the welded joints of the rails . Stop heating when the tread temperature of the rail reaches 900°C, then immediately air-cool the obtained rail welded joint to 450°C, and finally air-cool the welded joint to room temperature (about 23°C), thereby obtaining the post-weld heat-treated Bainitic rail welded joints.
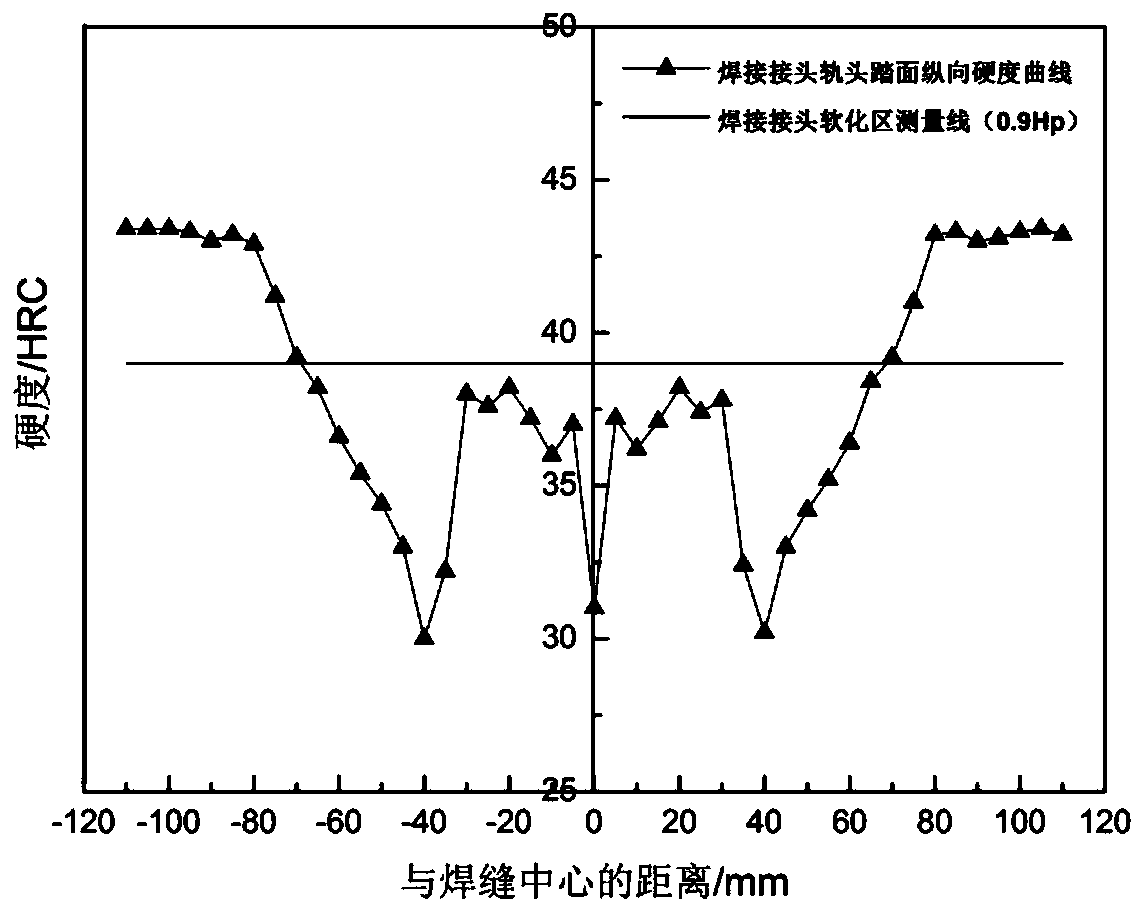
[0061] The bainite rail welded joint obtained in this embodiment is machined into a longitudinal hardness sample, and the longitudinal Rockwell hardness test is carried out on the welded joint at a position 5 mm below the tread, and the measuring points are arranged symmetrically to the left and right sides with the weld seam as the center. The measuring point spacing is 5mm. The Rockwell hardness test method is carr...
Embodiment 2
[0068] Air-cool the welded joints of bainitic rails at 1400°C obtained by gas pressure welding. When the welded joints are cooled from 1400°C to 200°C, use an oxygen-acetylene flame profiling heater to conduct full-section inspection of the welded joints of the rails. heating. Stop heating when the tread temperature of the rail reaches 940°C, then use a water mist mixture to cool the welded joint of the rail to 350°C, and finally air-cool the welded joint to room temperature (about 23°C), thereby obtaining the post-weld heat treatment of the present invention welded joints of bainitic rails.
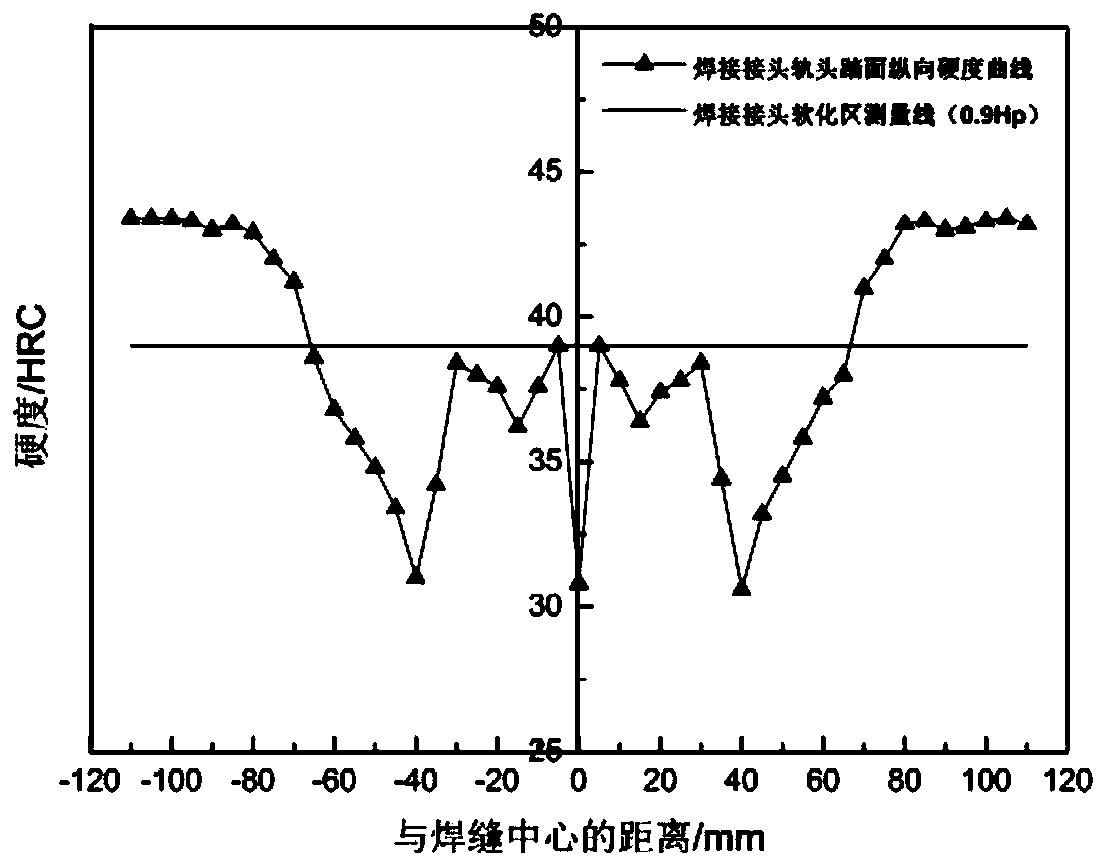
[0069] The bainite rail welded joint obtained in this embodiment is machined into a longitudinal hardness sample, and the longitudinal Rockwell hardness test is carried out on the welded joint at a position 5 mm below the tread, and the measuring points are arranged symmetrically to the left and right sides with the weld seam as the center. The measuring point spacing is 5mm. The Rockw...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Impact energy | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More