

A kind of forging method of large back-up roll forging
A support roll, large-scale technology, applied in the field of free forging, to achieve the effect of good performance, shortened product manufacturing cycle, uniform hardness and structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0041] Roll body diameter D of a backup roll forging 0 =Φ1720mm, weight 65.58t, forged with 97t steel ingot, the ingot body weight is 75.24t.
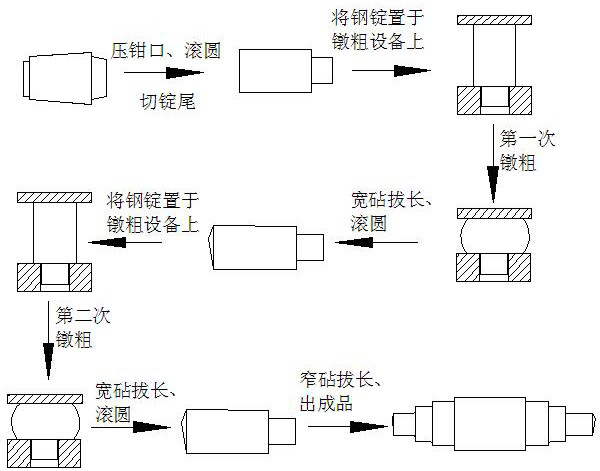
[0042] After a limit upsetting (H / D=0.5) under the traditional process, the height of the ingot body is H=1450mm, and the average diameter of the ingot body is D=Φ2900mm. At this time, calculate the forging ratio of the back-up roll forging body after upsetting once, that is, (average diameter of steel ingot after upsetting D / diameter of finished forging body D 0 ) 2 =2.84, which cannot meet the manufacturing requirements of the back-up roll body forging ratio greater than 3.0, it is necessary to adopt a two-time upsetting process plan (such as figure 1 shown). Therefore, when forging with the traditional process, the first upsetting meets H / D not less than 0.5, so as to avoid the center sag during the elongation process of the ingot body; the second upsetting meets the total forging ratio greater than 3.0.
[0043] Adopt forging m...
Embodiment 2
[0051] Roll body diameter D of a backup roll forging 0 =Φ1420mm, weight 31.46t, forged with 47t steel ingot, the ingot body weight is 36.59t.
[0052] After a limit upsetting (H / D=0.5) under the traditional process, the height of the ingot body is H=1140mm, and the average diameter of the ingot body is D=Φ2280mm. At this time, calculate the forging ratio of the back-up roll forging body after upsetting once, that is, (average diameter of steel ingot after upsetting D / diameter of finished forging body D 0 ) 2 =2.58, which cannot meet the manufacturing requirements of the back-up roll body forging ratio greater than 3.0, it is necessary to adopt a two-time upsetting process plan (such as figure 1 shown). Therefore, when forging with the traditional process, the first upsetting meets H / D not less than 0.5, so as to avoid the depression in the center of the ingot body during the elongation process; the second upsetting meets the total forging ratio greater than 3.0.
[0053] A...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More