

Non-preheating welding Q690D steel plate for coal mine machinery and preparation method of non-preheating welding Q690D steel plate
A technology for coal mine machinery and steel plates, applied in the field of Q690D steel plates for welding coal mine machinery without preheating and its preparation, can solve the problems of reduced production efficiency, time-consuming production process, high manufacturing cost, etc., to reduce alloy costs, simplify process routes, The effect of reducing production costs
Inactive Publication Date: 2020-06-12
NANJING IRON & STEEL CO LTD +1
View PDF3 Cites 1 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
In order to prevent the cold crack tendency of Q690D steel plate used for high-strength coal mining machinery under the existing conditions of use, the corresponding welding process needs to be preheated before welding at a temperature above 100°C, which leads to a more time-consuming actual production process and directly reduces production. efficiency
At the same time, it is difficult to use high-efficiency robot welding when performing the pre-welding preheating process, which limits the effective implementation of efficient and intelligent manufacturing processes in the coal mining machinery industry
[0003] Chinese patent document CN104018085A discloses a thick gauge Q690D high-strength and high-toughness steel plate and its production method. In the composition design, Nb, V, Ti, Cr and Mo are added, and the quenching and tempering process is adopted. The product meets the mechanical properties requirements, but does not mention whether it meets the requirements of room temperature no preheating welding process
[0004] Chinese patent document CN107058898A discloses a Q690D low-carbon bainite steel and its production method. Nb, Ti, Cr and Mo are added to the composition design, and a two-stage rolling process is adopted. The product meets the basic mechanical performance requirements , the same, it does not mention whether it meets the requirements of room temperature no preheating welding process
This patent involves the specific production method of high-strength steel without preheating, which can meet the requirements of basic mechanical properties and welding process requirements without preheating at room temperature. Fire technology, the product manufacturing cost is high, and the minimum welding temperature without preheating is 5°C. In order to meet the temperature requirements of the coal mining machinery industry in winter use, the lower limit temperature is still insufficient
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0028] The present invention will be further described below in conjunction with the embodiments and accompanying drawings.
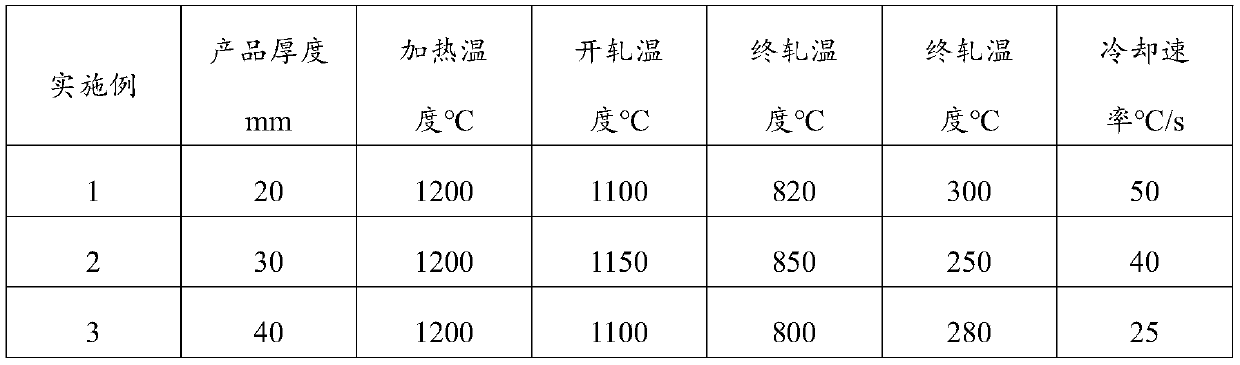
[0029] A non-preheating welded Q690D steel plate for coal mine machinery and its preparation method provided in Examples 1-4, the process flow: converter smelting→LF→RH→slab casting→slab heating→hot rolling→online DQ cooling→offline tempering , where the billet is heated to 1200°C, the soaking time is 1h, the starting rolling temperature is 1100-1150°C, the final rolling temperature is 800-850°C, and the steel plate is cooled to ≤300°C at a rate of 25-50°C / s after final rolling , and then air-cooled to room temperature, the steel plate was tempered off-line at 400 °C for 1 h.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
Login to View More
Abstract
The invention discloses a non-preheating welding Q690D steel plate for coal mine machinery, and relates to the technical field of steel smelting. The non-preheating welding Q690D steel plate for coalmine machinery comprises the following chemical components of, in percentage by mass, 0.05% to 0.06% of C, 0.20% to 0.25% of Si, 1.7% to 1.8% of Mn, less than or equal to 0.010% of P, less than or equal to 0.005% of S, 0.4% to 0.5% of Cr, 0.008% to 0.012% of B, 0.01% to 0.03% of Ti, 0.01% to 0.03% of Zr and the balance Fe and inevitable impurities. According to the non-preheating welding Q690D steel plate for coal mine machinery, on the basis that Nb and Mo elements with high cost are not added, an online quenching process is adopted, and on the basis that the alloy cost is reduced and the process route is simplified, the steel plate finally meets the requirement for the preheating-free welding performance at the temperature of 0 to 20 DEG C through simple rolling and online quenching processes.
Description
technical field [0001] The invention relates to the technical field of iron and steel smelting, in particular to a Q690D steel plate for non-preheating welded coal mine machinery and a preparation method thereof. Background technique [0002] With the technological progress of the coal mining machinery industry, the demand for the strength grade of steel plates for related mechanical equipment is getting higher and higher, and at the same time, strict requirements are put forward for its performance. In order to prevent the cold crack tendency of Q690D steel plate used for high-strength coal mining machinery under the existing conditions of use, the corresponding welding process needs to be preheated before welding at a temperature above 100°C, which leads to a more time-consuming actual production process and directly reduces production. efficiency. At the same time, it is difficult to use high-efficiency robot welding during the pre-welding preheating process, which limit...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): C22C38/02C22C38/28C22C38/32C22C38/38C21D8/02C21D1/18
CPCC21D1/18C21D8/0226C22C38/002C22C38/02C22C38/28C22C38/32C22C38/38
Inventor张清辉闫强军雷晓荣衣海龙吴俊平刘通冯勇靳建锋杨柳黄彪凯姜金星
OwnerNANJING IRON & STEEL CO LTD